1 fast z
-
Posts
1159 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Blogs
Events
Gallery
Downloads
Store
Everything posted by 1 fast z
-
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
I could of gundrilled the cams for you, Thats what I do as part of my business. Also, I would highly advise against S7, the benifit of 9310 or even 8620 is that you can allow torsional twist as the core is not brittle. The S7 will be hard all the way through and become brittle as it is torsional, and develop a crack potentially. I have made many billet cams, roughing the profile is not difficult. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
My KA head flows fairly well....... -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Im building a 400+ NA one now. Should sound good with a fully counterweighted crank at 10K Do you have some quench in your head with tight piston to head clearance? -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
My motor with stock cams peaked at 8200. Now at 8600. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
What CR are you running? Hopefully around 12-1 with a pent roof. I have not read this whole thread to know. Put a turbo on it and join me in the 750+ HP range . -
Used the wrong block for 89mm overbore. What to do?
1 fast z replied to Tomzern's topic in Nissan L6 Forum
I have written many post about the Siamesed vs non on the F54 and N42. N42 has solid walls between 1-2, 3-4, 5-6. F54 does not. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
That's me. Says Bryan Blake on it -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Didn't I recommend crane months ago...... Did you talk to Chase? Isky is terrible to deal with, and I will never again. I had crane do a billet cam grind for me on a billet I built, and they got it done in two weeks. With heat treat and copper plate...... Yea, fairly mild cam grind. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
What lift are your cams? -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
There is a ton of flow test of all the stock heads somewhere on this site, that I did ten years ago. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Almost as good as a KA head -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Crane cams grinds my custom billets from full rounds. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Why not run the A axis simultaneously? -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Finished cutting the gear after hardening. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
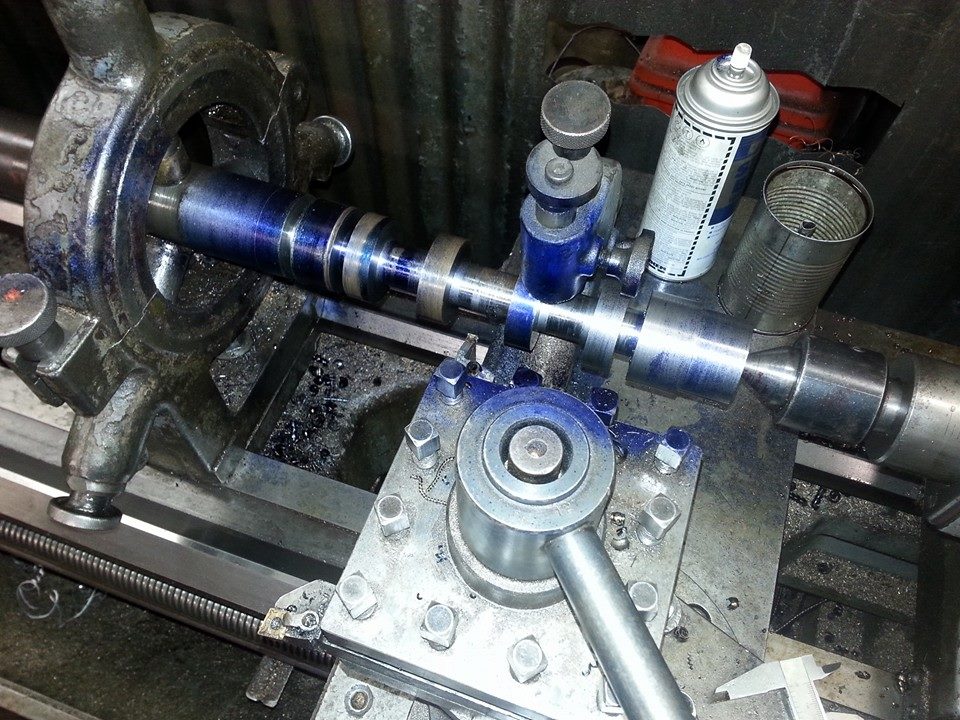
Pay for the shipping, and Ill flow the head for free..... Some pics of the last billet cam I built. Its a roller cam for our buick straight8 landspeed car. I cut the oil pump drive gear on my 5 axis CNC mill. Everything else I did manually.
-
That's because your E31 has no quench. I have run 12:1 on pump gas with very little piston to head clearance for over 10 years now on a L. Run 36 degrees full timing also. Mapping the timing curve also helps a lot.
-
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Maybe I have missed it, but what sort of flow numbers do you have on the EX and IN? Im glad to see you went with 8620 cams, over the cast cams. We had that discussion a few months ago, and you were not wanting to go that route, but you will be very happy you have. Make sure they copper plate the entire cam, to keep the undercut areas from getting heat treated. Generally they copper plate the entire cam, then pre grind all the bearing surfaces and lobes and that removes the copper. Then when they heat treat and induce the carbon with natural gas in the furnace, it will surface harden the critical areas, without making the torsional strength of the cam too brittle. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
If the motor doesn't produce 400 HP +, then there is something wrong. I have 300 RWHP out of my stock headed 3.1 liter....... -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
I will PM you the secrets, on what application you can get a double row timing chain gear from and machine off the single row on the KA and bolt on the double row gear.... -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Oh wow, it is not a roller style chain? Id walk away from that in a heartbeat! -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Yea, the rollers wont help as much as you think. The stock shim on bucket design like I use is offset, so it essentially acts somewhat a roller. I made my own sprockets and lower chain. If you have an interference motor, and run it to 8500+ like I do mine, I would ditch the single row in a heartbeat! -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
I would definitely get rid of that single row timing chain. I built mine like that to start with and it ended up stretching too much. Build a double row setup like I did. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Looks surprisingly like my KA 6 cylinder head..... -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Sorry, I dont come on here as much as I should And have not read through the past 13 pages. I am super busy in other parts of automotive racing that takes a lot of my time compared to when I could be on here reading every post. Yes I have 5 full CNC mills and 5 full CNC lathes. My mills are all at least 4 axis and one of them is a big five axis, so I have a fair amount of machining capability compared to the old days when I first started. But the cam cores on this would be fairly simple all things considered. Just would take a fair amount of time, but in a CNC lathe the material can be ripped off fairly quickly. Email me a print to bryan@blakemachine.com and I can take a look. I use Crane for my grinds on billets. I have built billet roller cams for buick straight 8's at roughly 3 feet long and even cut the distributor gear myself with live "A" axis on my mill. If I wasnt so busy, I would offer to do the head work on my Flow Bench and bet we could get more flow than anyone else could. I am going to be building the Paeco-Goerz Head For the guy who ended up purchasing it. -
Twin cam head for the L6 from Derek at Datsunworks
1 fast z replied to Derek's topic in Nissan L6 Forum
Ill have to PM you the Buick straight 8 head I am building out of billet. I dont own a casting shop, so I just make heads out of billet .