toolman
-
Posts
603 -
Joined
-
Last visited
-
Days Won
23
toolman's Achievements
")





-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
EXHAUST SYSTEM REPAIRS- My 240Z Exhaust Pipes were damaged from scrapping them on Speed Bumps. I found a cracked at one welded joint and a few exhaust leaks. Since repair required their removal, I decided to raise the pipes higher as the same time. I designed this exhaust system so that whole system consists of three major sections. First -Front Section goes from Hooker Exhaust Manifold to the X-Crossover pipe. Second Section runs from X-Pipe to the Rear Right Angle Exhaust Pipes. The Last Section finishes at the Two Turbo Mufflers. So this repair and raising the pipes only required the Intermediate Pipe. Also, since I used Evil Energy V-Band Clamps to connect the pipes, it was a simple job. The Intermediate Pipe Mount consist of 1/2" Steel Rods bent at 90 degrees and bolted to the Differential Housing. To Raise the exhaust pipes, only the Mating 1/2" Mounting 90 degree Rods had to be shorten. Pic of Mounting Rods cut off and rewelded Pic of Mounts Powder Coated and out of Oven Pic of Fully Assembled Exhaust Mount Evil Energy 2 1/4" Lap Joint Clamps( Amazon $20 a pair) Rubber Exhaust Pipe Hangers(Amazon-$6 a pair) and 1/2" Steel Rod-Bent to (90 Degrees-Home Depot) Right Side Pipe Mount Left Side Pipe Mount The Exhaust Pipes were raised about 1 1/2". The job can be accomplished in one days if materials were at hand.
-
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 8-The Roll Cage is now installed so the Roof Area is being prepared for the Gull Wing Door Build. A Major Obstacle that I foresee the Transmission Tunnel and Firewall may have to cut open because of the Huge Mercedes Motor and Transmission. But if they are willing to Eliminating the Tunnel and Widening the Firewall Opening, they should not be a Big Problem. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 7-More work on the Rear of the Hatch area to install the 370 Rear Suspension Subframe. The Entire Rear Deck and Frame must be removed to make it fit. The Workmanship is excellent and the Shop High Tech Equipment makes this big job alot easier. https://www.youtube.com/watch?v-EY6HaMiWFE48&t37s ---- -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 6-Major Problem delays SEMA PROJECT A major problem occurred in using a late model 370z suspension into this SEMA SHOW car. Its wider size and different mounting points created a major obstacle in this construction, Time is the Real Problem so this build will be exciting to watch. https://ww.youtube.com/watch?v=EY6HaMiWFE48t=1686s -
SEMA 2025 Chinese Version of Assembled Toyota A806 examined
toolman replied to toolman's topic in Body Kits & Paint
Second Owner of the SEMA SHOW Toyota A86 Body The First Owner of the SEMA SHOW Chinese Made Copy of the Toyota A86 Body decided to sell the body. The real question is why? The next Owner bought it with the idea of attempting to assemble the body and create a drivable car. As the body has No VIN Number and No Manufacturer ID Number, they knew that car registration in most states would not be possible. They intended to use this body as a Race Car as no registration would be necessary. As the video demonstrate that most mounting holes that not align with OEM parts. Also, they discovered a lack of sufficient welds on the body panels. Mounting brackets were missing or mislocated. So even if it was going to used as a Race Car, major welding and reinforcement of the vehicle would be necessary. So far, there has no one that I know who purchased a 240Z body from this same manufacturer. So far, we could not get a firsr hand through inspection of the Zbody and find if that body is manufactured better or not. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 5-Major Problems in the build -time may run out before the car is finished. https://www.youtube.com/watch?v=DcXWWiwmGSI -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 4-Fixing the Gull Wing Doors and create special Interior design work Finding a mistake costs a lot of correction time but when you doing a one of a kind project that is to be expected. Go to---https://www.youtube.com/watch?v=itN99F8VKbQ -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part-3 The Whole Plan is explained in this Video, Liberty Walk Body Kit and other exterior modifications are exposed. But Time is the greatest enemy as the Sema Show is now less than a year away. go to ======https://www.youtube.com/watch?v=Merq9wrCZns -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PART 2- Working on Gull Wing Doors Demonstrating the process of converting old door shell into the Gull Wing Door. Fabricating new door frame from scratch is something to be hold. The craftsmanship is excellent. Their equipment is First Class and expensive. Most body shops don"t have access to scuh expensive equipment but work can duplicate by regular metal working tools but taking more labor and time. Go to https://www.youtube.com/watch?v=LGEWDhsnRoE for video -
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
240Z Wiper Blades Problem The problem with the 240Z Wiper Blades is their availability. As these cars go older, their parts tend to almost impossible to find. When found, they cost about $200 on Ebay. Those Universal Wiper Blades use a Plastic Universal Adaptor. However, these Adaptors don not hold the Wiper Blades to the OEM Wiper Blade Arms. Mine came off during a rain storm several times. The last time It scratched my windshield glass but fortunately it was polished off. So I decided to see if I could create a better design. Most Late model cars use a "J HOOK" design Wiper Arm. So I went to the Junk Yard and got two arms. As I was a regular customer, the owner said "just take them, I got hundreds of them". After carefully measure the distance between the Wiper Nut and the End of the Wiper Blade Tip. I just cut the donor arm about 3" off. The Univerisal Wiper Blade was installed on the J Hook. Then, slide the J Hook piece on the OEM wiper arm until the measurement was acheived. A Visegrip Plier was used to hold the two pieces together. These two pieces were tackwelded together. The newly form wiper arm was installed and tested thru its full arc. When that was achieved, I fully welded the two overlapped pieces together. A Simple Fix for the Wiper Problem. Very Low Cost and ended up with a Wiper Blade that will always be Available. Those those of you who want the original Blade-just keep the OEM one in a safe place and make one for every day use. Unless you can afford $100 when your blade wears out.
-
SEMA 2025 Chinese Version of Assembled Toyota A806 examined
toolman replied to toolman's topic in Body Kits & Paint
This video is the Second Video concerning the Toyota A86 reproduced assembled body. They have several individuals that discuss the quality, licensing, and infor about this car body. In my opinion, the more detailed pics of the alignment and welds show that this body was not assemblied properly. If even used for the street, the body would require closing the panel gaps and alot more proper welding. Unitized bodies require proper panel alignment and sufficient amount of welding to provide a safe cafe. Please give your comments about this car body. Remember this same company manufactures the 240Z assembled body also. -
The Video is the most detailed Rebuild of the Power Brake Booster Unit. As the 240Z family goes older, aftermarket rebuild boosters are getting harder to find. In some cases, they are impossible to find so rebuilding maybe the only solution.
-
The reason for this video is investigate the Quality of Car Bodies that are produced by a Chinese Manufacturer who also produces the 240Z assembled body. The Actual Chinese Reproduction of the 2025 SEMA SHOW Toyota A86 Body was purchased and examined by several individuals who expressed their opinions about the body. The owner will attempt to assemble the vehicle with available Aftermarket Parts( tail lights, interior parts,etc. This body was the same one at the SEMA Show so time will tell its quality and parts fitment is up to the OEM Standards. This body came from the same factory as the 240Z body at the 2024 Sema Show. I checked this at the Sema Show and after watching this video, my opinion on this car is there is a definite lack of quality control in the welding of this car. There seems to be a lack of spot welds on some of the panels. On Utilized Body Cars, spot welds will determine the strength of structure. Normally, the original manufacturer would use Robotic Spot Welders on the Assembly Line. On this car, the welds are not located close together thus not providing a strong panel. Another major flaw is the Front Strut Mounting Holes are oval not round as they should be. This shows a definite Quality Control Issue. It seems that assembly of this car was rushed and put together just for the show. The Collision Industry has a established Standard -ICAR which provides proper methods of assembly of Body Parts. A ICAR Body Specialist should inspect this car before it is put on the road or used as a race car.
-
This 260Z Build for the 2026 SEMA SHOW comes all the way from Great Britain. Yorkshire Car Restoration is performing a Wild Build with a complete Liberty Walk Body Kit, Mercedes V8 Motor and featuring Gull Wing Doors. This company is well known car restoration companies in Europe. Since the car will represent them at a SEMA SHOW, you bet they will go all out. I seen some of their previous restoration work and their workmanship is excellent. The 260Z Project Car is from California and is pretty good shape. The body seems to have relative only minor corrosion problems( even the floor pans probably don't need to be replaced. https://youtu.be/QsBzrxPXM2c Use this Link________________________________________
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
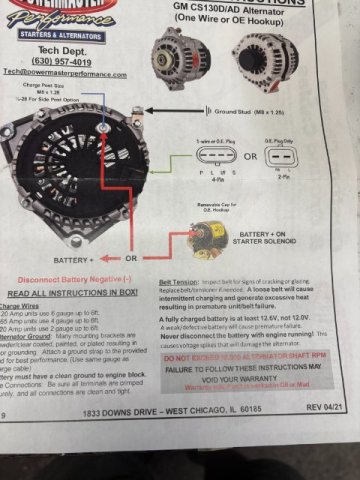
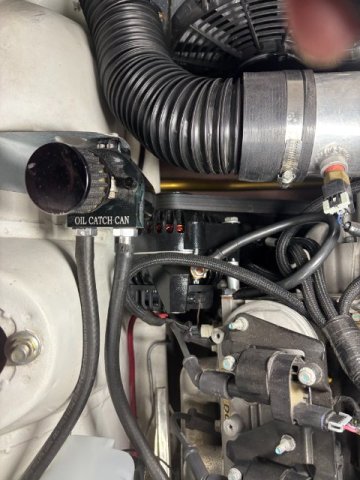
Happy New Year!! I decided to upgrade my alternator on my Z. During my engine swap, I wanted to install an alternator with at least 150 Amp Output. Unfortunately, due to tight spacing, the only alternator that would fit was a General Motors One Wire Connection 110 Amp Output one. That was before added a Silver Mine Electric Power Steering which had Max 50 Amp Draw. So an upgrade was warranted. A POWERMASTER 165 Amp CS130 Alternator was selected. As it was the same alternator model as the original one, no mounting modifications would be necessary. Installation of the POWERMASTER ALTERNATOR in vehicle A larger Battery cable was also installed to compensate for the high Amperage Output.