toolman
-
Posts
616 -
Joined
-
Last visited
-
Days Won
25
toolman's Achievements
")





-
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 19-More Detailed Work on the Gull Wing Door More Detailed work continues on the Gull Wing Door- Drain Channels and Gapping the Door in preparation for weather stripping. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PART 18- GULL WINGS DOORS RUNS INTO A PROBLEM The Gull Wing Doors run into a problem with the Roof Shape turn into the Vertical Window Shape. That Tight Shape creates additional fabrication work. Another problem coming up will be how to seal the Gull Wing Doors with weatherstripping and create enough gapping around the Wing Doors. -
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Converting the 240Z Passenger Seat in a Reclining Seat I found a need to convert my Passenger Seat into a Reclining Seat to gain additional Space. I know later models of Z cars 2 PLus 2 need to have Folding Seats to allow additional passengers into the Rear Passenger Compartment. So i removed the Factory Seat Tilting Mechanism and examined carefully. The mechanism consists of a Tilting Cam that limited the Seat Tilt to 15 degrees. A Steel Center Pin, in this case, operated as a Pivot Pin. So, removing the Cam and removing the Two Steel Pins should allow the Full Tilting of the Seat Back. First, Both Steel Rivit Pins had to be removed. A 4 1/2" Rear Angle Grinder with a Gringing Wheel was utilized to remove the pins from both brackets. Grinding the Rivet Heads off with Grinder Removing the Two Steel Pins-see Blue Arrows Internal Parts of the Seat Brackets Two Removed Rivets, Limiting Cam, and Outside Plastic Knob Weld two 12mmx 1.25 nuts to the Bracket Arms Amazon sells the new Plastic Knobs with 8mm x 1.25 x 30mm for $15. They come in a pack of Four Knobs but you only need Two per Side unless you convert the Drivers Seat too. Insert One Knob in the Center threaded hole to Lock the Seat in Upright Position. And Another Knob inserted in Center Hole for other side. Seat Folded Flat with both Knobs Removed-Maximum Space Available. With Both Knobs Inserted , Seat in Normal Position With Both Knobs Removed- Laying Back -Sleeping Position is possible. With Seat in Folded Position- There enough Space to Several 8 Foot Pieces of Lumber in your Z now. i hope this project will make your Z more useful and comfortable.
-
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PART 17- Fabrication work on the Gull Wing Doors is going at FULL BLAST!!! Detailed fabrication work on the Gull Wing Doors is very impressive. Actually, some of the work to correct "mistakes" are truly expert workmanship in action. Years of experience demonstrated how to solve problems. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PART 16-Work on the Gull Wing Doors finally begin!! After all the reinforcement of the 260 body structure with a huge roll bar cage, the work on the Gull Wing Doors begin. Some people did realize that the Gull Wing Doors required such major structure modifcations. You are practically cuttting the vehicle in Half then installing a full function Gull Wing Door section. But the Time is still ticking away--only a little more than 4 Months away from SEMA SHOW in November. Also, Shipping Time would be about a m might have to Air Freight the 240Z to Las Vegas. As most Sema Show cars, it will a "Wild Race to Finish the Car" with "All Hands on the Deck"!!! -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 15- The Rear Suspension is finally attached to the Middle Body Section- The Video deals with attaching the Rear Suspension to the Middle Body Section. The Gull wing doors require additional reinforcement to the Middle Section of the 260Z. This is similar reinforcement when installing a Convertible Top on any production vehicle. With only a small center section of the roof that must support the weight of Two Doors and provide structural support for the Roof Area that will cut be out will be a nightmare. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 14-Finishing the Rear Suspension Finally finishing the Rear Suspnsion and getting ready to put the 260Z on the ground. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PAFT 13-INSTALLLATION OF AIR BAGS TO THE REAR SUSPENSION A CUSTOM AIR BAG SYSTEM was added to complete the Rear Suspension. The Bag Mounts were fabricated to mate with the Rear Frame rails. -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 12- The Rear Suspension is being finished, The Rear Major Structure was fabricated and tied into the existing frame and roll cage. The installation of the Rear Air Bag Suspension will complete this effort. This project still has to fit the Mercedes Engie and Transmission into the car, do the electrical wiring, install fuel tank, complete front steering and suspension and do the bodywork and paint. All these things done in less than 4 months to make the Sema Show. -
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
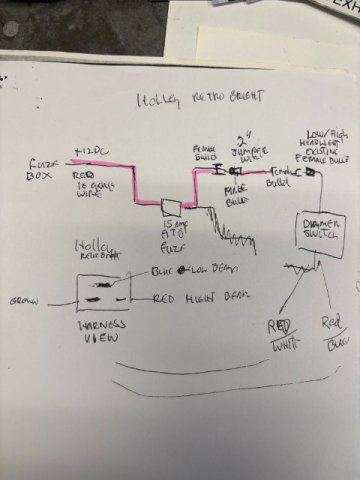
Holley Retro Bright LED Headlights Installation- I decided to improve my Night Driving by installed Holley Retro Bright LED 7" Round Headlights. Although they are expensive at about $500 for a Pair. Safety is very important and driving at night needs good lighting. These Holley LED light were tested todraw only 6 amps on High and only 4 amps on Low. Power consumption was only 25 watts. Just imagine if your alternator failed only producing low voltage while you were driving in some remote road, your headlights would still perform while regular headlights may not provide any light. The Retro Bright 7" Round Headlights match the Original Look which seals the Deal. Actual Driving at night really shows the difference -Its Wide and Band of Bright Light makes Night Driving much better. I found this posting on HybridZ-that gave detailed info on installation of Hlley Lights and used it.
-
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 11- trial Fit of the 370 Rear Drive Sewction into the 260Z. In this episode, the Car is finally on the ground for Rear Suspension construction. Since they are using a Fiberglass Hatch Delete section, there will be very little space for anything else but a Fuel Tank Cell. the major problem is time to finish the car as they are not even at the half way point of the build. The craftmanship truly amazing as they solve problems with building a one of kind vehicle. . -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 10-Middle Connection Frame Rails are fabricated and installed. In this this video, the Frame Rails connecting the Front and Rear Frame is being constructed and installed. It is pretty heave duty but besides acting as a regular Body Frame, it must also support those Gull Wing Doors. As the Roof will have be cut out for the doors too, extra support must be provided for door operation and replace the roof structure. I imagine the roll cage have a strong Center Roll Bar Section to accomplish this task. The Doors will be a major problem with sealing and allowing adjustment of the Gull Wing Doors; -
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
PART 9- ROLL BAR WELDED IN AND FABRICATING SQUARE TUBING INTERMEDIATE FRAME Thing are really moving along now. The Roll BAR is welded in and a frame connecting the existing front and rear frame rails is being fabricated. Excellent metal fabrication is demonstrated. i can for see that the original Transmission Tunnel will have to be removed to provide clearance for the Mercedes transmission. e Firewall probably have to be widen also. -
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
EXHAUST SYSTEM REPAIRS- My 240Z Exhaust Pipes were damaged from scrapping them on Speed Bumps. I found a cracked at one welded joint and a few exhaust leaks. Since repair required their removal, I decided to raise the pipes higher as the same time. I designed this exhaust system so that whole system consists of three major sections. First -Front Section goes from Hooker Exhaust Manifold to the X-Crossover pipe. Second Section runs from X-Pipe to the Rear Right Angle Exhaust Pipes. The Last Section finishes at the Two Turbo Mufflers. So this repair and raising the pipes only required the Intermediate Pipe. Also, since I used Evil Energy V-Band Clamps to connect the pipes, it was a simple job. The Intermediate Pipe Mount consist of 1/2" Steel Rods bent at 90 degrees and bolted to the Differential Housing. To Raise the exhaust pipes, only the Mating 1/2" Mounting 90 degree Rods had to be shorten. Pic of Mounting Rods cut off and rewelded Pic of Mounts Powder Coated and out of Oven Pic of Fully Assembled Exhaust Mount Evil Energy 2 1/4" Lap Joint Clamps( Amazon $20 a pair) Rubber Exhaust Pipe Hangers(Amazon-$6 a pair) and 1/2" Steel Rod-Bent to (90 Degrees-Home Depot) Right Side Pipe Mount Left Side Pipe Mount The Exhaust Pipes were raised about 1 1/2". The job can be accomplished in one days if materials were at hand.
-
A 2026 SEMA SHOW 260Z Build all the way from Great Britain
toolman replied to toolman's topic in Body Kits & Paint
Part 8-The Roll Cage is now installed so the Roof Area is being prepared for the Gull Wing Door Build. A Major Obstacle that I foresee the Transmission Tunnel and Firewall may have to cut open because of the Huge Mercedes Motor and Transmission. But if they are willing to Eliminating the Tunnel and Widening the Firewall Opening, they should not be a Big Problem.