toolman
-
Posts
615 -
Joined
-
Last visited
-
Days Won
25
Content Type
Profiles
Forums
Blogs
Events
Gallery
Downloads
Store
Everything posted by toolman
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
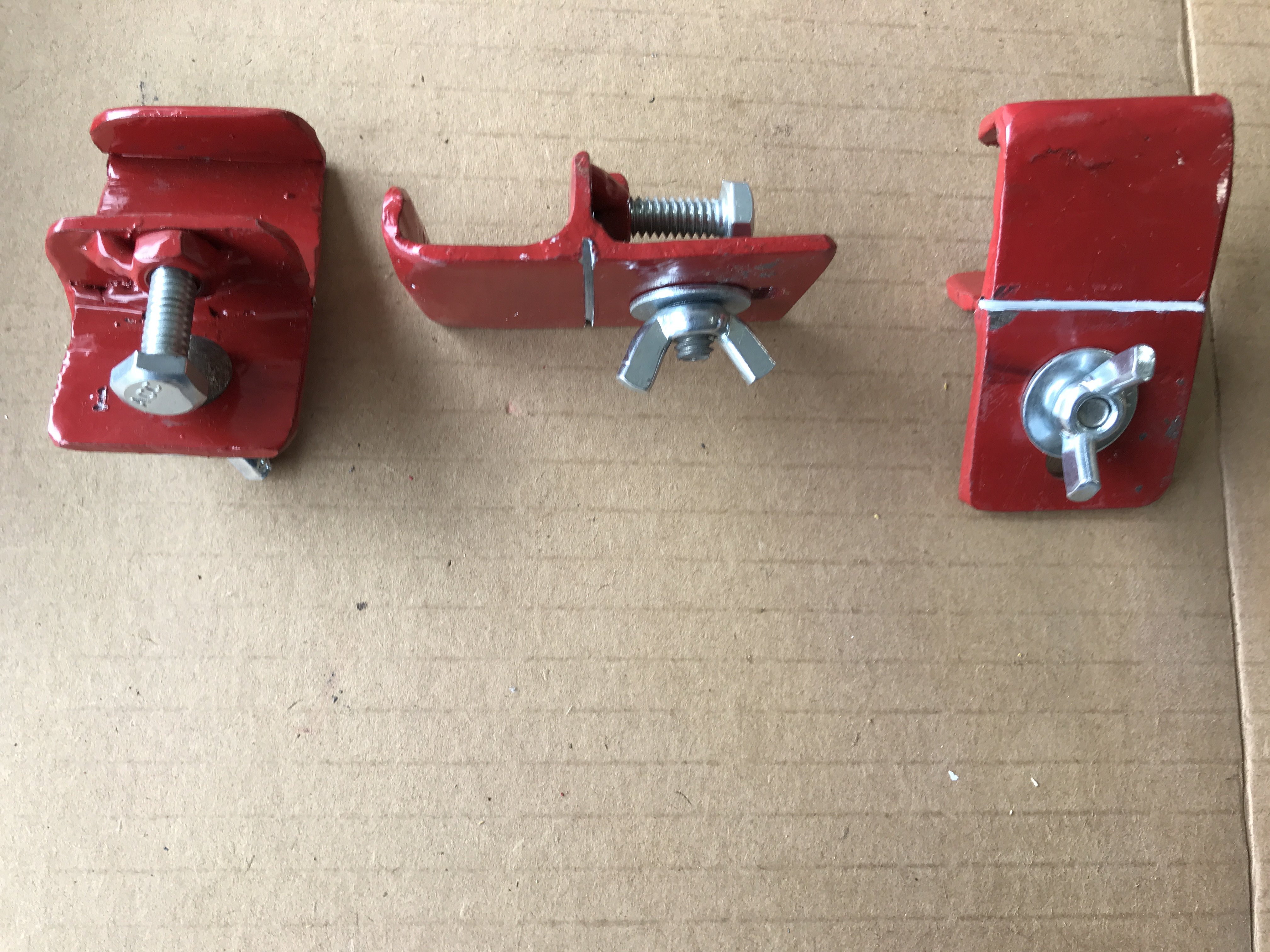
Threaded inserts-5MM -.8 were used to fastening the roof of the cowl vent. This will allow easy removal at a later date. 5MM-.8 stainless steel screws hold on the roof section. Finished cowl vent. The battery tray was finished using seven 8mm-125 stainless steel bolts and threaded inserts to hold it down. The four 1" holes in the frame rails were plugged by 1 1/4" white plastic plugs found on Ebay. A 1" clear plastic hose was inserted into the plug. This forced the plastic arms to expand outward and provided a tight fit. After installing the engine crossmember, I needed to replace the camber eccentric in them. Old ones were worn out. 69-70 Dodge Darts had similar ones. This is NAPA version of eccentric camber adjusters for only $25 for two. Locking nut side Camber Adjusting nut side This kit gives about Plus or Minus One degree Camber adjustment. Installation only requires slotting the bolt hole and a little welding. Next Topic is the Hood Hinge torsion spring installation. First, install in either hinge, all the three mounting bolts. On the other side hinge, loosely install only the mounting bolt on the hinge nearest firewall. Plastic tie was used to hold the first rod(one on the left] in stationary position and also hold the second rod with hat in the swivel bracket. The plastic tie in the rods center holds them place. Remove the loose bolt from hinge and move hinge assembly outward. This gives you more working area. I used a 5 gallon bucket to provide support of the hinge while twisting the second rod with hat. A strong twist is required to put the hat into the swivel bracket. Cut off all plastic ties. The finished installation. Left side strut and tension bar installed. I have not decided what coil over setup to use yet so using stock (except Progessive Coil spring installed) for now. Steering rack and stabilizer bar installed.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
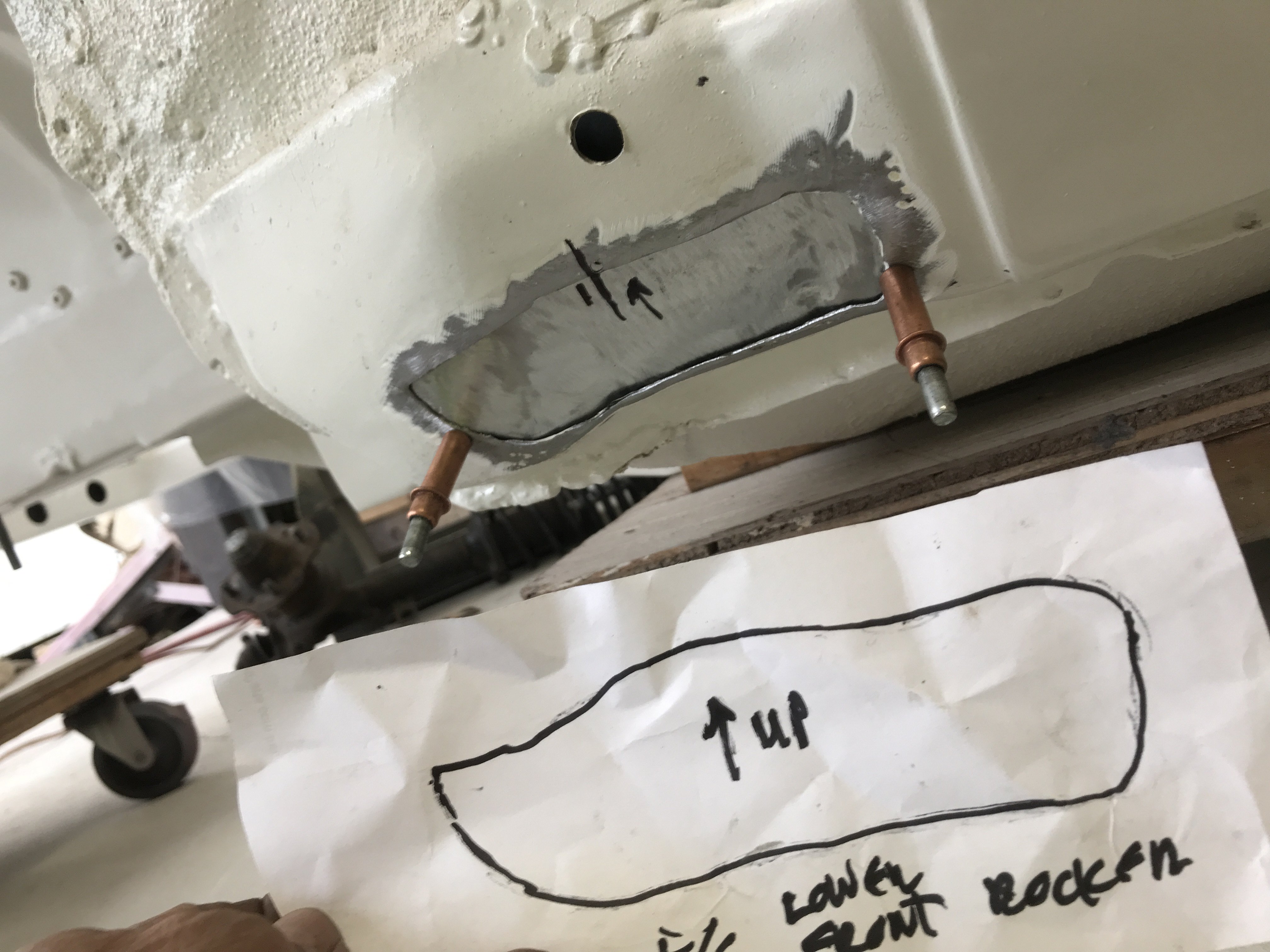
I decided to make my battery tray removable in case, I wanted to replace it with a stainless steel one. For me, the best way to install the tray would be to use threaded inserts. So after painting the engine compartment with Polyurethane Single stage paint, I mocked up the tray on the engine compartment. Drilled 1/8" pilot holes to hold the tray in position. But because OD tray over hang, a right angle drill adaptor was used on my drill.' Then, used Cleco Clips to hold the tray in place. Then, holes on the compartment panel to drilled oversize to accommodate the 6mm threaded inserts. The tray was also drilled larger for the retaining bolts. A Astro Pneumatic threaded insert hand riveter was utilized for insert installation. But because the riveter requires a lot of space to be used, some inserts had to be installed manually. So, a longer 6mmx1.0 x 20mm bolt with two nuts as spacers had to be used. Turning the bolt clockwise while holding the nut spacers with a visegrip becomes a manual threaded insert tool. The tool takes longer but can be use in really tight spaces. In this case, a 8mm wrench was used. After add another two coats of Polyurethane paint to the engine compartment, I decided to drill additional rust proofing holes on the engine compartment and rocker panel. A Blair 1/2" hole saw was used as it provides a clean and burr less hole. Also, if used properly, the cutout section tends to hold on to the hole saw when finished drilling. Left window cowl side Right window cowl side Interior rear roof bracing( near the roof and rear quarter panel joint) The major area of corrosion for this car was the four corners of the rocker panel. These area are double boxed for strength and not easily rust proofed. So in these areas, I had to drill the exterior hole 1/2" to followed by another 1/2" hole to the inner box section. I plan to use a Borescope when rustproofing to make sure I don not miss any potential rust areas. Tthere is total of 5 rust proofing holes on L/F rocker panel section. Two more on the bottom area. Right side bottom rust proofing holes. Left center rocker panel section All exterior 1/2" rust proofing holes will plugged with plastic plugs after rust proofing. Only exterior water drainage holes won't plugged and will stay open.
-
SH4DY, You might want to cover your frame with plastic sheeting( I used Black Trash Bags) to allow easy removal. Even the factory dash has winkle marks over its bottom side indicating the use of plastic sheeting. After all, nobody is going to see the bottom side anyway. Hope this tip helps. Toolman
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
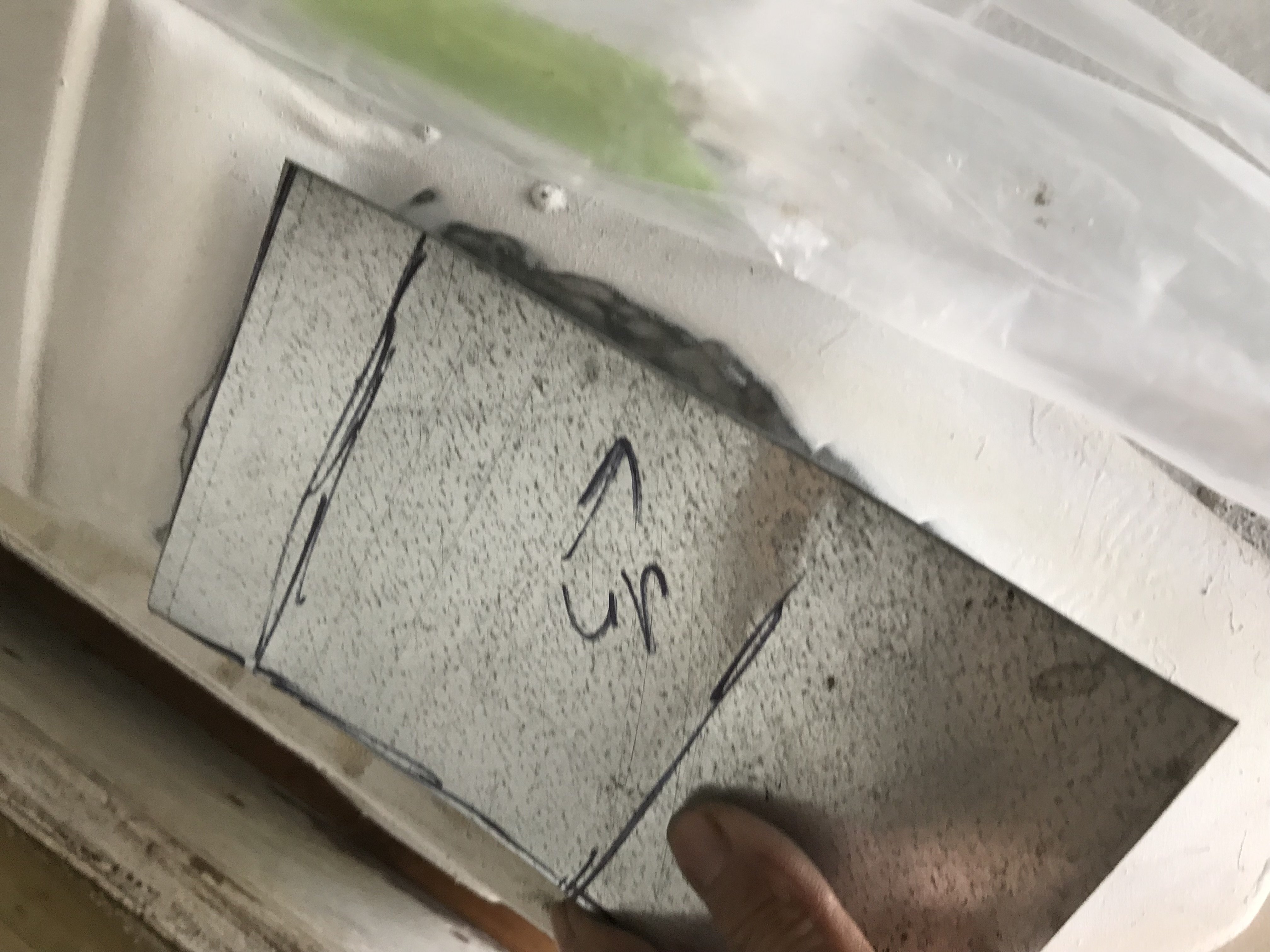
I managed to locate couple of Lincoln floor jack springs for my bottle jack on Ebay . According its specifications, they should work. They worked!! Next, I fabricated a jack handle from a 1" water pipe. Capped one end and grooved it so it could be a control valve and used as pump handle for the bottle jack. After I finished the accident damage to my wife's Toyota Scion XD, I noticed that there was a lot of grinding dust from my Z bodywork on the car. If not removed, the metal particles would start to rust. The best thing to use for this job is Clay Magic. It removes particles, over spray,etc and it does not wear off clear or paint.. Basically, all you do is rub the piece of Clay Magic over the surface of the vehicle. As you rub also spray Clay Magic Lubricant to allow the clay to move easily. After rubbing , you stop and kneel the clay( this pushes the contaminates into the clay. Wipe the area dry with a rag. You keep repeating this process until the surface is smooth and clean. Note-Be sure not to drop the clay on the ground as the large particles will contaminate your Clay. I put a Blue tarp on the ground to prevent this from happening. After Claying the car, I used a Dewalt polisher and 3M rubbing compound to remove any imperfections. Finished car!! Now, Back of the Z, Both areas in the front portions of the rocker panels had to be patched yet. Due to all of the curved surfaces of the rocker panel. this patch work would be a little more demanding. First. the ridge lines must be formed. After shaping, the patch was test fitted. Cleco clips held the patch to eliminate as much gaps as possible. The alignment lines make sure the patch is installed in the right position. After positioning patch, it was mig welded in. After which, the mig welds were covered with Epoxy to prevent any water leakage. then the area was covered with body filler. The right side rocker panel had similar rust damage. The right side patch being test fitted. the black lines indicate high edges. Shaping of the patch Right side patch after body filler and poly primer. Left side rocker panel Note, extra rustproofing holes top and bottom of rocker panel were drilled for future rustproofing then be plugged up.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Finally, Got the front cross member back from the Powdercoaters. It was too big and require more heat than my stove could handle. Started to clean up the front suspension parts for powder coating. But first. the lower control arm bushings had to be removed. I used a air chisel to push out center metal part and surrounding rubber from the control arm. Then, use a Sawzall to cut two grooves about 80% through the outer part of the bushing. Be careful not to cut the control arm. Now, use the air chisel blade on the groove and chisel it. If done correctly, the bushing will tend to curl up and collapse on itself without damaging the control arm. Ready to sandblast and powder coating. Be sure it tape the bushing area with high temperature tape or you might have to sand any powder coating that got in there later Unfortunately about this time, my wife had an accident while driving her Scion. She hit a Toyota Tacoma. So I spent two weekends fixing her car. Only good thing about the situation was I got a chance to paint the damaged area with Sherwin Williams Single Stage Polyurethane Black Metallic/Clear paint. Ir was easy to work with and came out good. Right door and fender were damaged. One of my customers offered me his old Snap On 12 ton floor press for Free!! It was not working but I knew I could fix it. First, I disassemble it and used a 4 1/2 " wire wheel to remove the rust and old paint. The Main Frame was welded together so it was way stronger the Harbor Freight ones. Worn gloves and safety goggles as the grinding wires fly everywhere. Sprayed Polyurethane Gray Primer on the parts. Painted the press with Rustoleum Sunshine Red. I had two 12 ton hydraulic bottle jacks -one was hand operated and the other was air over hydraulic one. I used the hand one for now as I needed t press the OEM rubber control arm bushings in. If needed, I can install the air over hydraulic bottle at a late time. Lower front control arms with new bushing installed. I used two temporary ram return springs to install the control arm bushings. The hopefully correct springs should get here by next week. The press should very useful to bend thick steel and installing bushings and bearings in the rear suspension.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
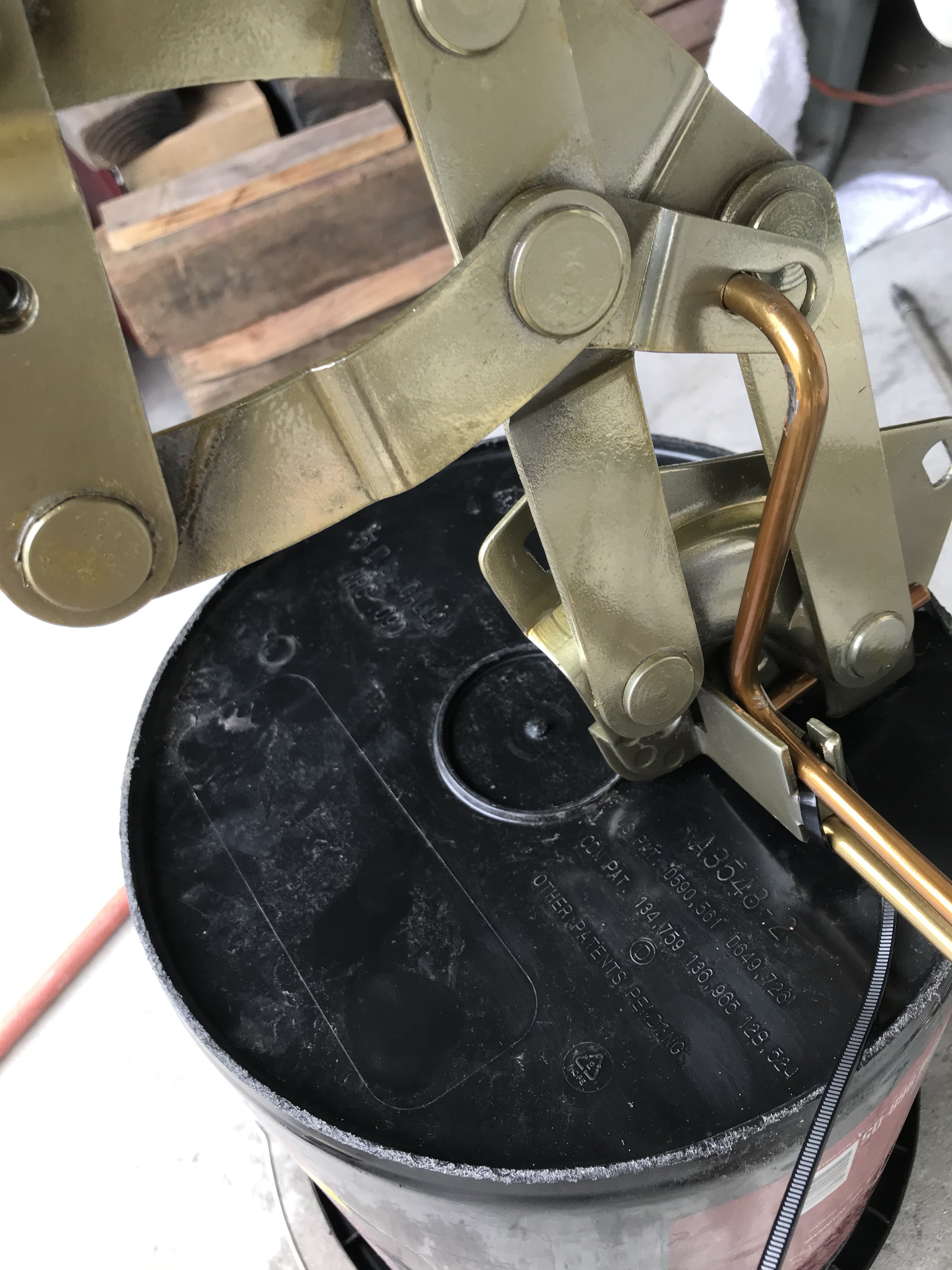
LLave,Thanks for the praise. Unfortunately, I live in Hawaii so shipping would be a problem. If anyone interested in making a simplified version themselves for about $50 materials and their own labor. I think that I can draw up some" Do it Yourself" plans for its construction. Only 4 1/2 grinder and a drill would be needed for it construction. I think it could be made in a days time. Please post your interest in "Do it Yourself" plans so I know people are interested. Then I try to come up with the plans and post on the forum. I found this on the Internet. Anybody who does woodworking or has a Sand Blaster needs it. It is called Dustopper. It acts like a Prefilter to your Shop Vac. It has no moving parts and runs forever. Uses the Cyclone effect of the Vacuum to separate about of the larger debris { about 90%) before the Vac. pic of the Dustopper The only things that also needed beside a 5 gallon bucket are some vacuum hose adapters. I used NAPA radiator hose # 7746 and cut off a section to create a 2 1/2" to 2" reducer. The Dustopper with 5 gallon bucket. The bottom bucket was not used and the Dustopper and 5 gallon bucket was placed under the Sand Blasting Cabinet. Before the Dustopper even after a short time of sand blasting. the Shop Vac filter would be covered with dust particles. Even the inside of the filter would have dust. The bottom of the 5 gallon caught most of the dust. Bottom of Shop Vac-only a little fine dust was found there. If you use the Dustopper is used for wood working, almost all of the wood shavings and saw dust will be caught in the Prefilter. The Dustopper is sold at Home Depot for about $49 and reducer hose was about $10. There are several different dust catchers available(Dust Depty,Cyclone,etc) but I think this one is the Best One.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
To improved this tool to able to do even 20" diameter wheels, I modified its design. This was done by extending its main body. This new design should now allow the tool to handle from 15" to 20" wheel diameters. The new fabricated main body laying over the design plans. Pic of the Clamping Slots that will allow the legs to be adjustable and still be able to lock them in place. a 1/4" bolt holds the leg extension in place. The Tire Bead Holding Clamps originally had fixed channel that the tire bead sat in. By adding a 1/4" adjusting bolt, would add additional clamping of the tire bead. Also.the bolts built with the bolts coming from the outside to provide ease of adjustment. All of the tool components were powdercoated Measurement lines were created by grooving the metal with a 1/32" cutoff wheel on a 4 1/2 grinder. Then,numbers and letters were hammer stamped then painted white to make them more visually attractive. Legs #2 and #3 were notched on the bottom to provide clearance for 15" diameter wheels. The Sliding Track was also grooved for Wheel Width measurements from 6" to 12". The Tire Bead Clamps used 1/4" bolts and !/4" Wing Nuts to clamp to the beads. Also, White grooved Line would indicate the Wheel Width Size. Pic of Main Body and 3 Leg extensions. Wheel Diameters from 15" to 20"in 1" increments with White measurement Lines and Numbers. Note: All individual parts are numbered to aid in assembly. This portion of the post I will go through the installation of this Wheel/ Tire Fitment Tool on a Tire. Place the tire in the Upright Position. The Tool will be installed with #1 Leg in the Top postion. First, Place the Two Legs #2 and #3 into the lower area of the tire. The Two Inside Bead Clamps should be installed at Max end of Slot. The Outside Clamps ae now installed into the tire beams but not tightened down yet. Put the Main Body into the tire on the Lower Tracks. Install bolts and nuts but leave them loose. Set the Wheel Diameter, in this case, to18" then tighten down. Also, adjust other side adjust and tighten down. Place Sliding Tracking #1 on #1 Leg Extension lift up into the upper tire bead with both #1 Bead Clamps(bolts and wing nuts) into the beads. Bead Clamps can be slipped in from the sides of the clamps if necessary before tightening up. Check the Wheel Diameter Measurement Lines. They should be all at 18", adjust if necessary. Tighten all Bead Clamps bolts just enough so the clamps don't move. The last adjustment is the Wheel Offset. Tighten the Leg Extension to Rail bolts after you set offset that you want. With a straight edge, measure from the back side of the tool to the straight edge. With this measurement, you compared it to the Zero Wheel Offset which is 1/2 of the Wheel Width, in this case, both measurements are 4" so the offset is Zero Offset. To test Wheel/Tire fitment on your vehicle, you must place a jack under the lower control arm to support the vehicles weight( as the this tool can not support a car weight). Leave a small gap between tire and ground then turn the tire and tool full left and right turns. Check for any interference. By altering tire diameters, tire widths and wheel offset on this tool, you can easily determine the proper tire/ wheel combination for your particular application. Tightening the legs to set the Wheel offset. tightening Bead holding bolt. pic showing Wheel Width, in this case, was 8 inches. This Wheel/Tire Fitment Tool should end all those "How big of a tire can fit on my car" questions?
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
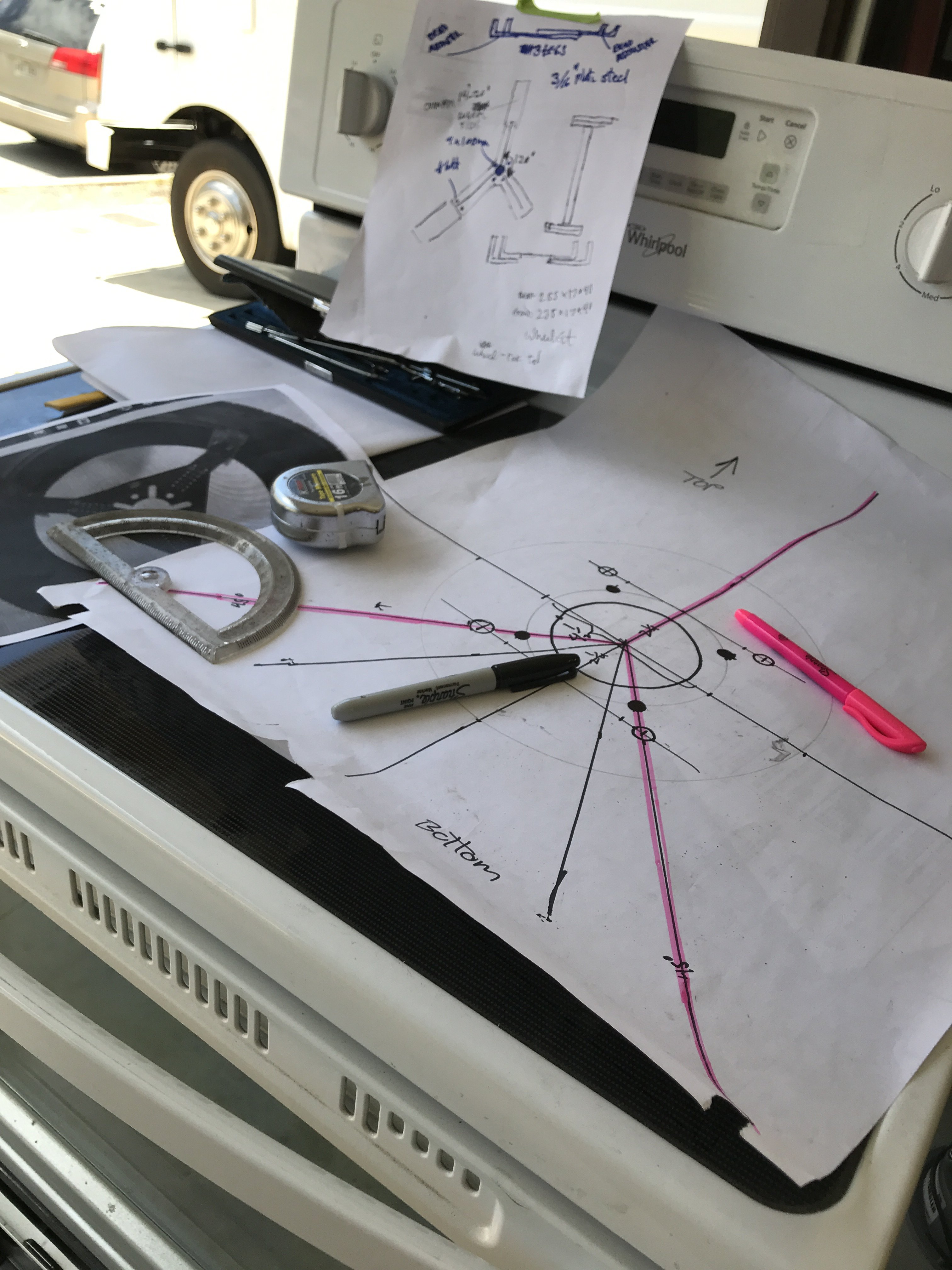
I hope you guys don't find my post on my Wheel/ Tire Fitment Tool too long. I gave a detailed account of its construction in case someone wanted to build for their own. This tool was build with full adjustability { wheel diameter, wheel width, tire width,etc) in mind. However, if that feature is not necessary in your case, deleting the adjustable feature can be skipped and built with specific specifications in mind. By going this route, this tool can be built in only one weekend. The materials of this build are: one 1 1/2" x 1/8" x 20 feet of metal strap ( from metal supplier is the cheapest) one 2" x 1/8" x 20 feet one 2' x 2' x 1/8" plate steel Total Cost-$ 35 less if you buy only what is needed Most of the work is done with a 4 1/2" right angle grinder with about Six 1/32" metal cutoff wheels Two 4 1/2 metal grinding wheels Because of my crowded garage. I used my Powder coating stove for my designing desk. My first design of the Fitment Tool. Actually I started drilling the hole with a 3" hole saw but the process was going slow. So I used my Plasma Cutter instead and cut the hole in less than a minute. Next, the Lug Holes were drilled out. I went to the Three Leg Version instead of the Two Legged version as I felt the Two Legged version would tend to "goosehead" the tire. While the Three Legged version would not distort the tire casing. Mocking up the tool in a vise with the legs supported by visegrips. Now for the three Sliding Track supporting the tire to be built. I scribed two lines 1/4" from the each side of the 2" x 1/8" strap. These line provide the guide for using a 4 1/2" cutoff wheel to grind about 85% through the strap. This procedure will allow the edges to bent up 90 degrees to create the 2" strap into a 1 1/2" channel. The channel will guide the adjustable plates to slide on. Also, the channel construction will add greatly to the structural strength. In the center of the channel, 1/4" groove was scribed out for the 1/4" fastening bolt to run in. Then, two !/4" holes were drilled on both ends of the scribed groove. The 4 1/2" grinder with 1/32" cutoff wheels made repeated passes over the scribed lines till the groove was completely cut out. Following that-File the edges of the groove to remove any burrs and sharp edges. Pic of Support Channel grooved and edges bent up 90 degrees. Channel width-should be ! 1/2" to allow the 1 1/2" plates to slid smoothly along the channel. A 1/4" steel rod was tack welded to bottom of the bent 90 degree edge for additional support and provide a sliding guide of the legs. These brackets were made to be attached to the top of the Channel Support with 1/4" bolts. Each pair will seat on the top of the inner tire bead and hold the tire in place. Bubble levels checked the Horizontal and Vertical axis of the Three Legs and were welded up, . Pic of the Wheel/ Tire Fitment Tool components Wheel/Tire Fitment Tool mocked up on a Test tire' Still have to construct the adjustable design for the different tire sizes and measurement aspects. What do you guys think about this tool tool so far? Barring any major problems, I will give a step by step guide to use this tool on my next posting. ,
-
SH4DY, Check out Retro-spec/Datsun Z . They have nice Fiberglass and Carbon Fiber dashboards for the 240z. The price is $449 and $999. Looks pretty good. Maybe more people will let us know how the fit and quality really is. They also hoods, spoilers flares ,etc. Toolman
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Jeff, Yes, the hood hinges are riveted together and can not be taken apart. When I removed the hinges from my Toater oven, they were a little stiff. But with opening and closing them a few times, they were fine. But there are plastic bushings used in the rear hatch hinges so be careful. I would use some kind of Heat Absorbing Gel just to be sure if I was you. The door latches also use small rubber bumpers in them. Powder Coating is thick and will tighten clearances a lot. Use heat tape and silicon plugs when possible. Hope this information helps you. -
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
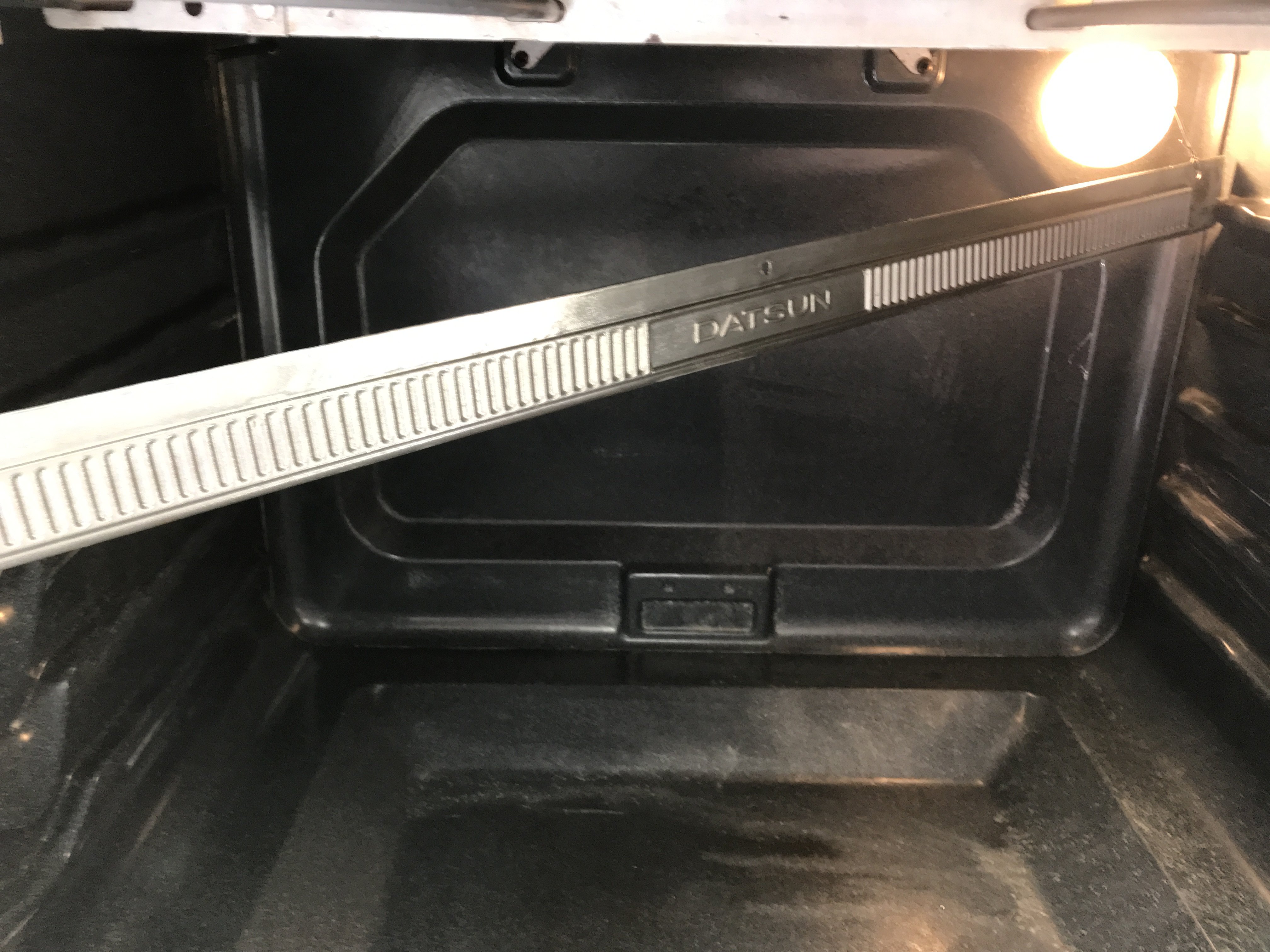
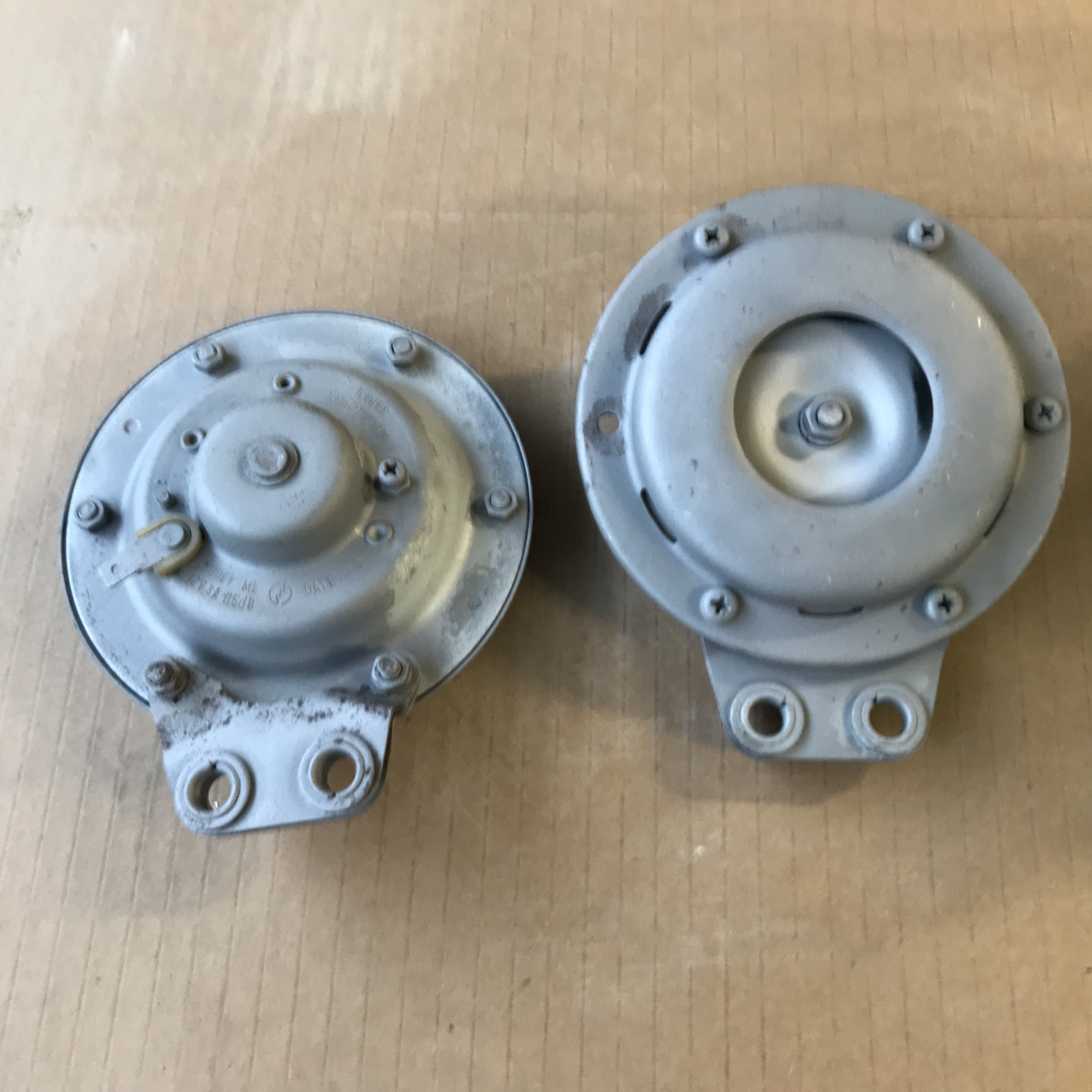
I found that putting screws on a bamboo paint mixing stick to be a good holder of this type of items to be powder coated. The hole in the stick provides a way to hang it up in the oven. Cracked Interior plastic panels were repaired using Urethane Supple Plastic Welder with UniFlex rods. Finally got those white plastic headlight adjusting screws mounts from Ebay. Took a month for it to come from China. Finally assemblied. I managed get a Whirlpool oven( was only 3 yrs old} for $50. It was hardly used and now I can powder coat larger stuff. Put four swivel casters on a dolly to make it easier to move around my garage. The first item to be powder coated was the Datsun trim on the top of the rocker panel. Just fit!! Picture of both of the Datsun Trim pieces after Super Chrome and Clear powder coating. Front Marker Lights before Powder Coating. Marker Light assembly after Powder Coating. The original light assembly was removed and replaced with a DOT LED light assembly. Pic of the Door Lock Assembly after cleaning and sandblasting. Note-Be sure to removr all plastic and rubber components before putting in the oven. I used Mechanics Time Saver Hot stop which is Gel that absorbs heat when welding or heating near vulnerable parts. I don't think this brand is still made. But look in plumbing supplies etc for similar products. It really works and evaporates away in 48 hours. The front stabilizer bar mounts and shim plates after Powder Coating. Pics of Interior Door Opener after Powder Coating. After Flat Black Paint applied to assembly. Dorr Handles Powder Coated Unfortunately, the horns can not be Powder Coating as the Heat may damage their internal coils. My front crossmember had to be send out to the Powder Coaters as it was too big for me to do even in my New Oven. When it is finished, I will start to reassembly the front and rear suspension. My Rocket Bunny kit should come in by Summer time. So the next thing on my agenda is seeing if I can make a Wheel and Tire Fitment Tool for my Z.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
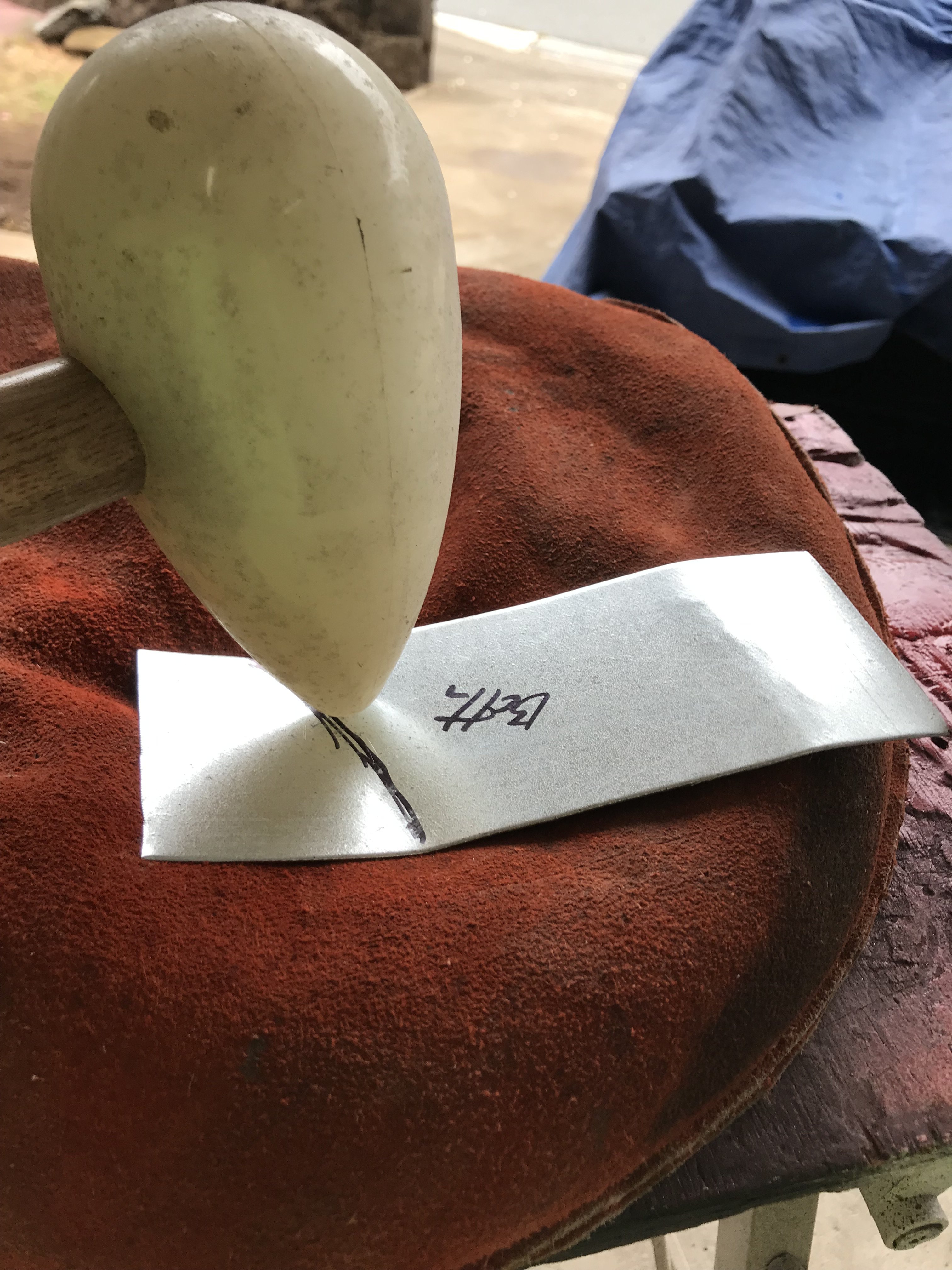
walkerbk, I had many items powder coated by a professional shop before this project and have good results. Powder coating is even stronger than polyurethane paint if full cured. I setup a demonstration of powder coating using some of my power coated samples. First, powder coating being hit with pointed side of a body hammer. Next, Hitting with a round punch Note-the powder coating is dented but didn't peel off.. Hitting a sharp punch with a hammer The results are: Only the sharp punch pierced the powder coating. Top view Bottom side of test panel shows the dents and the sharp indention I decided to clean up and powder coat more parts. By doing this now, I would discover any parts that needed to be replaced instead of waiting till final assembly. So parts were organized in Ziplock sandwich bags for the small items. Ziplock large freeze bags handled most of the larger parts. The bags were all marked to identify the parts. The following pics will show what powder coating can do in a restoration project: Before After Powder Coating Hatch hinges after Powder Coating. Hatch Lock Assembly after Powder Coating Hood Lock Assembly after Powder Coating top view bottom view Hatch Guide Plates Before After Door Catch Assembly and shim after Powder Coating Assorted fasteners after Powder Coating 240Z emblems before Powder Coating' After Powder Coating and Brush Painting The windshield washer nozzles were cracked in several places. They were repaired by putting brass tubing(from Hobby Shop) over the cracks. Then lead soldering them in. Painted them Silver after priming. Hood Striker after powder Coating Hand Brake Cable Brackets after Powder Coating Originally I thought I would only be Powder Coating the Under Carriage parts of the car but ended up doing so much more. And still have a lot more to do.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Thanks, Hu91gt, I just returned from a business trip to Las Vegas. While there, I made some time to visit Harbor Freight. Purchased their Vibratory Tumbler for $54. Plan to use it to clean up some of my parts for powder coating. This is their 5 LB version but have a bigger 15 LB available too. All parts were first washed in solvent to remove oils and grease then blown dry. Painted parts were treated with paint removers to remove most of the paint as possible. Then, items were put into the hopper and run for about a hour. 24grit aluminum oxide used in the vibratory tumbler to remove even more rust and paint. Finally the parts were sandblasted in the cabinet. Finally, the parts were washed with Lacquer Thinner before powder coating. In those stubborn cases, a wire wheel was used to speed up the cleaning process. To get more powder coating space in my small toaster, I placed the oven vertically and installed a 3/8" round steel rod to hang parts from. .032 Aviation Safety wire to hang up the parts in the spraying cabinet and coating oven. Safety Wire is really strong, flexible and can be used over and over before replacing. A Double Extra Long Nose Plier was extremely useful in the tight confines of my spray cabinet and coating oven. Note-Multiple parts can be attached by utilizing Safety Wire. All of the Threaded parts should chased with the correct Thread Chaser( internal and external). Taps and Dies will overcut the threads.
-
SH4DY, If you go to Cen III & IV Chevy V8tech board then HD Duty Frame rail posting. I go over in detail using a Motorsport Full Cap dash cover to create a Full dash restoration. It covers refoaming under the plastic cover to making molds to recreate the lower sections of the dash board(that are not included in the Full dash cap. This dash restoration took over a month to do. If you have any questions, ask and I'll try to assist you. Toolman
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
I found that turning my Toaster Oven on its side provided easier parts mounting. Also, Lining the rear wall of the oven with aluminum foil raised the curing temperature slightly. I used a long cardboard box with the 2500watt infared light to cure long parts. Also, lining the box with aluminum foil help keeping the heat from escaping. The top and side of the box was also covered with Foil. The Hood Torsion Spring Rods were slightly longer than my Infrared oven. So the rods were cured on one side then flipped over to cure the other side. The most difficult part of this powder coating job was trying to match the Chromate plating. To achieve this. I used Super Chrome as the base powder coating. Translucent Gold powder would be used as the Top Coat. But there are about twenty different variants of the Gold color. There are also many variables in the application of the Top Coat powder. The number of Top Coats applied over the base Super Chrome will make the color darker with more coats. Preheating the part being coating aids in adhesion but changes the color slightly. The speed of powder spraying affects the color shade. The spraying distance from part affects color especially with metallic colors. I made dozens of metal strips to test the various powder coatings. A new Rear spindle rod was used for matching purposes. If you used the wrong color, you can strip the powder coating off with Kwik Strip New Paint Remover. This is not the old Aircraft Paint Remover with the toxic fumes and really messy. Use paint brush to apply Thick Coats of stripper. Let the stripper work for 15 minutes and then scrape off when coating wrinkles. Then, scrape off using a plastic spreader. Wear gloves and safety googles when stripping. I took my gloves to take this photo. A small particle of stripper landed just above my glove and it burned like Hell!! The stripping process was faster than the old Aircraft Remover. Less Fumes and a more "Dry" method. After Top Coat Powder Coating, the hand Brake bracket looked that this: Note-The Light Gold coloring The Head Light Housing and Buckets come out like this: Note-Gas Filler Cap housing Hood Hinges Note-The color seems to vary depending on the lighting. This effect was purposely done to match the Chromate plating as possible. The cost of this Powder Coating of these parts: Eastwood Powder Coating Gun and accessories was$150 , SuperChrome powder was $25, Translucent Gold Powder was $27. Kwik Stripper was $12.00, 2500watt Infared light(used) costs $50 =$264 Total I intend on power coating a lot more parts( like crossmember,lower control arms, coil springs, etc. I would recommend powder coating for any restoration project.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
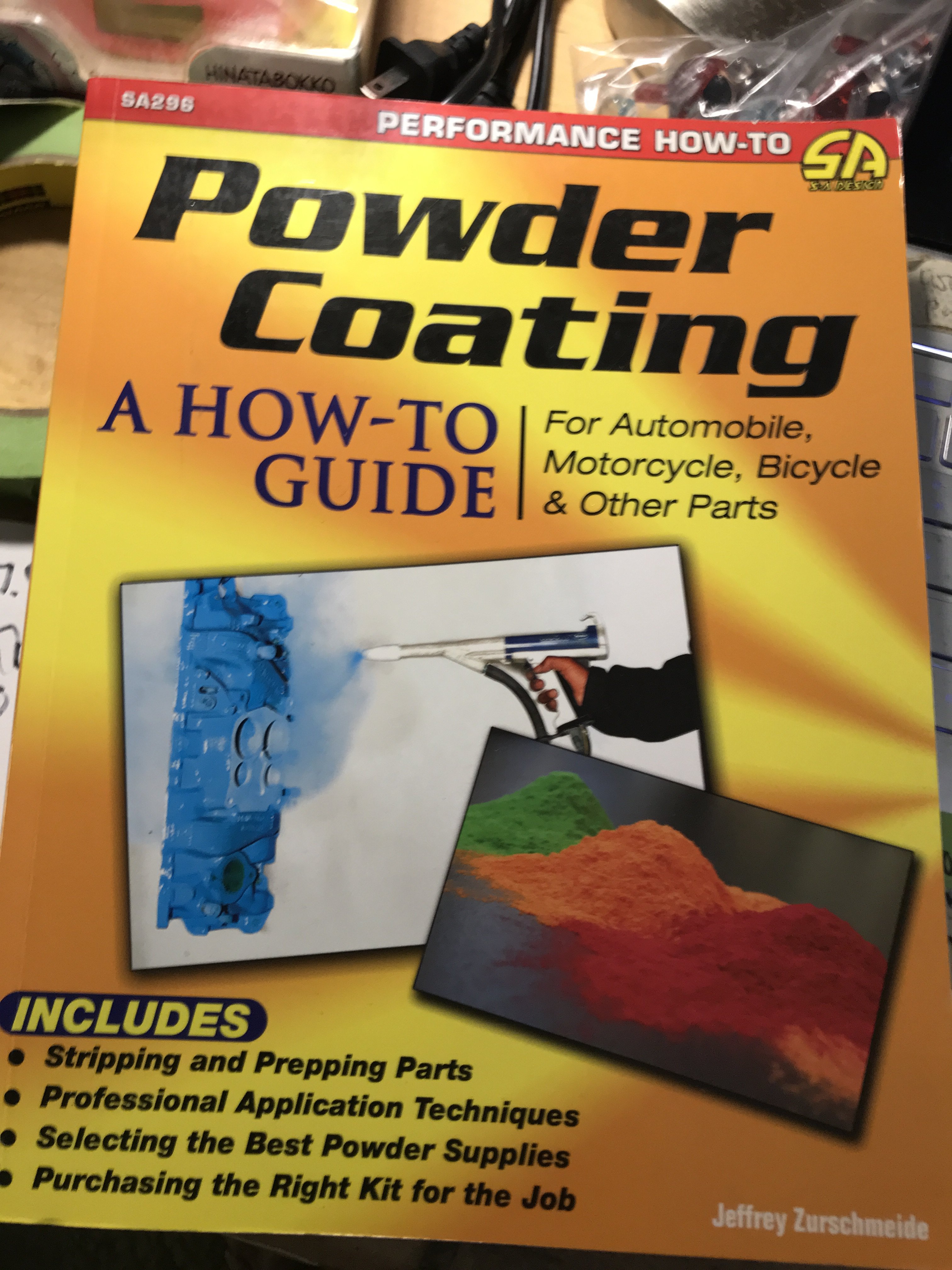
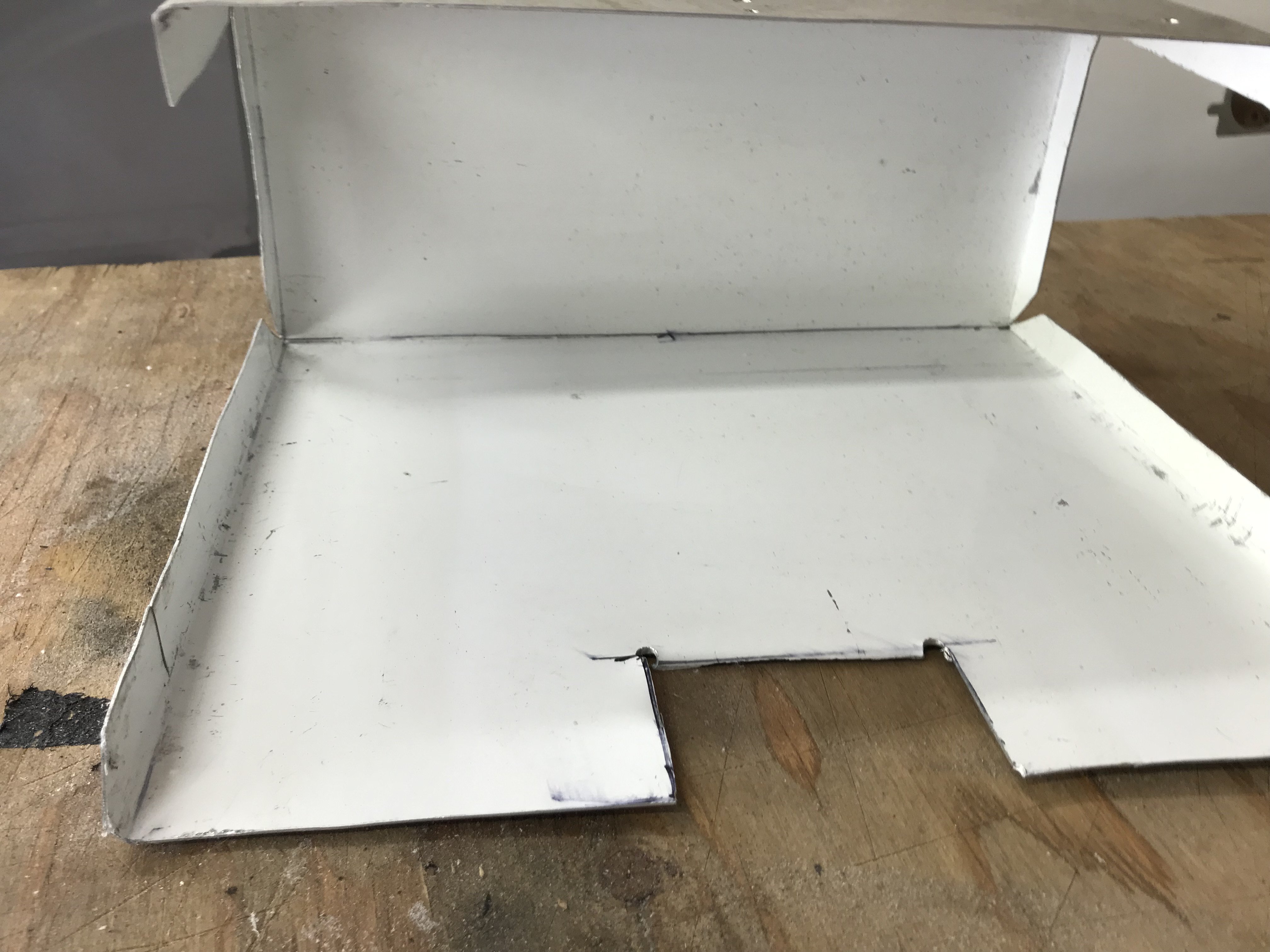
Finished the replacement aluminum glove compartment box. Rear side of box Now I went to something that I always wanted to do--Powder Coating. So I ordered a Eastwood Powder Coating kit for $100. A cardboard box was used for the powder spraying booth. Note there is metal rod in the box to hold parts to be coated and act as the grounding for the unit. The system is low maintenance. Just blow air to clean the gun and bottle. The booth can be vacuumed after every color coating. Spraying the powder has a low learning curve. I would recommend this book before actual powder coating as it has many helpful tips. Pic of the before and after powder coating of the head light buckets. Note-the plastic headlight adjusting screw inserts must be removed otherwise the oven will melt them. The headlight bucket in my Toaster Oven for 20 minutes at 400 degrees. After baking, the bucket was moved back to the spray booth to cool off. Note-The is only the Base Coating and must be followed with a Top Coat to provide the right color. Pic of the headlight assemblies after Base Coating. Picture of hood hinge before spray blasting and powder coating. Hood hinges after Base Powder Coating. Note- The original hinge were zinc plated then yellow chromate dipped. Chromate is a very toxic chemical and hard to dispose of. The exact color will be impossible to duplicate with powder coating because it does not allow mixing of powders. However, powder coating of the headlight retaining rings closely resembles chrome plating. Now. I have to wait till the TOP COAT Powders to arrive from the Mainland so I can try to match the Chromate process. Wish me Luck!
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
I was going to use Fiberglass Resin over the foam but decided to use Epoxy Resin instead. The reason being fiberglass resin would not adhere the dash plastic material. Also, Epoxy Resin is much stronger than Fiberglass resin View of Left side of dash with Epoxy Resin applied on foam. Same section after Body Filler finish sanded. Bottom view of dash after finish filler sanding. Note-Blending areas between replacement foam section and original dash are smooth. Center view of dash bottom after finish filler sanding. Bottom view of Right side of dash. All of the repaired areas were next epoxy primed. Black Trim/Bumper paint and Sem Products Texture Coatings were both used to finish paint the dash. The entire dashboard were painted with the Black Trim paint to create a even color base. Then the Texture Coating was utilized to create a textured surface for the repaired areas. This texture can be controlled by adjusting spraying distance and speed of spraying. After allowing the paint to cure overnight. I sanded the whole dash with 3M Fine Grit Gray Fiber pads, The texture is also controlled by the amount of material sanded off to match the original texture as possible. This is a picture of the original dash cover for those of you who came to this post late. The whole dashboard was in about 10 separate pieces. View of the repaired dashboard after a month of work. Top View of Finished Dash Board. Left Front View Cnter View with Center Section and Glove Compartment installed Right Front View Closeup View of Glove Compartment Emblem I decided the Emblem needed more "POP" so I brushed painted the Emblem with 3 colors-Red, Blue and Silver. Note-The instrument Gauges(Speedometer, Tach and cluster gauges were not installed. I have not decided on what brand of gauges to use yet. Am thinking about Speed Hut but still not sure. I left a lot of space around the gauges in case I decide on larger diameter gauges. The total cost of materials is Motorsport Full Dash Cap-$120, 5 can 0f Loctite Foam-$25, one pint of Rigid Foam/Harder-$30, Black Trim Paint-$12 and Sem Texture Coating-$35=$222.00. How is the Replacement Dash Covers from Vantage Dash? If their price is still about $800 and quality is decent, it is worth the price. I still have to finish the glove compartment box then off to the next challenge-Powder Coating. .
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Thanks for the kind words. I found that an old hacksaw blade with fine teeth worked well at cutting the excess foam away. Note-The smooth cut of the foam. This is my Rubbish Box for just this dash board project, After trimming the excess foam from the front edge of the dash, the molding is installed to check the alignment. The bottom mold on the glove box was not strong enough to hold the foam so I made a stronger design. The wooden block added the extra support to the mold, Vise grips were used to hold the mold to the dash while welding. The Center dash panel was test fitted into the dash, Mold #5 was created to replace the foam section below the glove compartment. After removal from mold and trimmed. Note-Its thinness and dfferent thickness of both longsides. Bottom view of the glove compartment side of dash. Center bottom view of the dash. Bottom view of the Speedometer side of the dash. Front view of Speedometer side of dash While waiting for the form to cure, I constructed a replacement glove compartment box out .060 aluminum sheet; side view front view The replacement Glove Box was not replicated as I felt aluminum would better suited than a cardboard one. The sides of the box have not been installed as I am planning to line a gray Velour material on the inside of the box. Putting the fabric first without the sides on will make the job easier. All of the exterior foam sections will probably be coated with Fiberglass Finishing Resin to give them more strength. Then, the dash will painted with a textured Dash Black paint so the glove compartment door will match the rest of the dash board.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
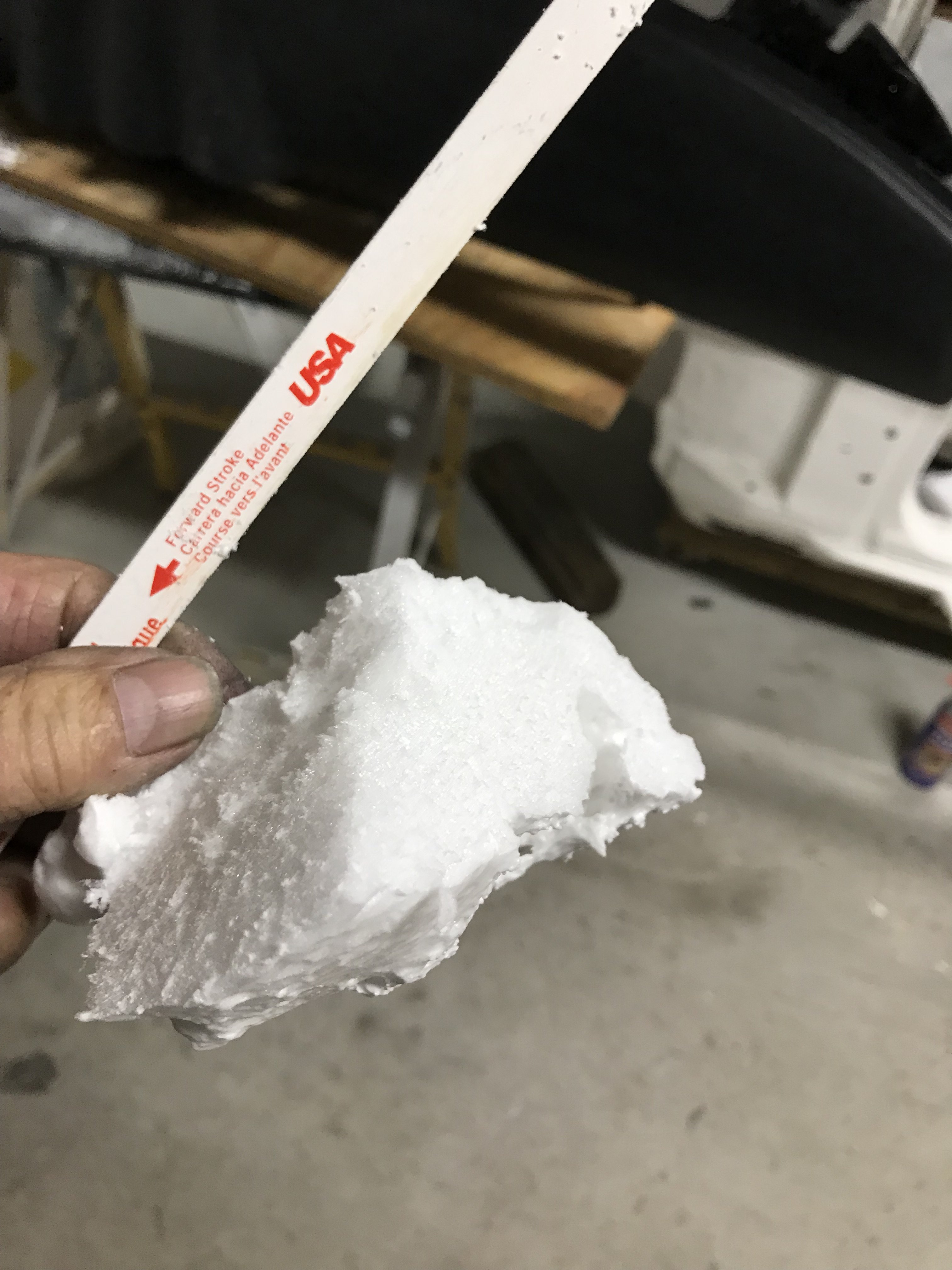
Four 1/4" holes were drilled in the dash to provide inspection ports in areas to check on foam movement. The lower hole shows the foam coming through the dash. The foam temperature was also monitored with a Infrared thermometer. Inside section being epoxied together using vise grips. Locktite Tite Foam is a foam which expands a lot and should work perfectly for this project. Make sure to wear gloves and safety googles. This stuff is really sticky!! So keep lacquer thinner or acetone nearby to clean up with. The flexible nozzle helps to get into confined areas. Purchased from Home Depot for about $5 a can. There are several places to check dash cap alignment before foaming. Check gap and height alignment here. Another point of alignment is the glove compartment lock hole. Crumbled paper wrapped with black plastic sheeting was used to plugged gauges, speedometer and tach openings. Now the foaming can begin. I started with the top area of the dash as it is the most visible and the most likely to deform. Note-Allow time for foam to expand before spraying more. It will expand more than you expect especially this Locktite Tite Foam. Looks like a snow blizzard. Top view of dash Have to wait 24 hours for the foam to fully cure before cutting away. Probably be using a Dremel, utility knife and razor blades to cut excess foam all. .
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
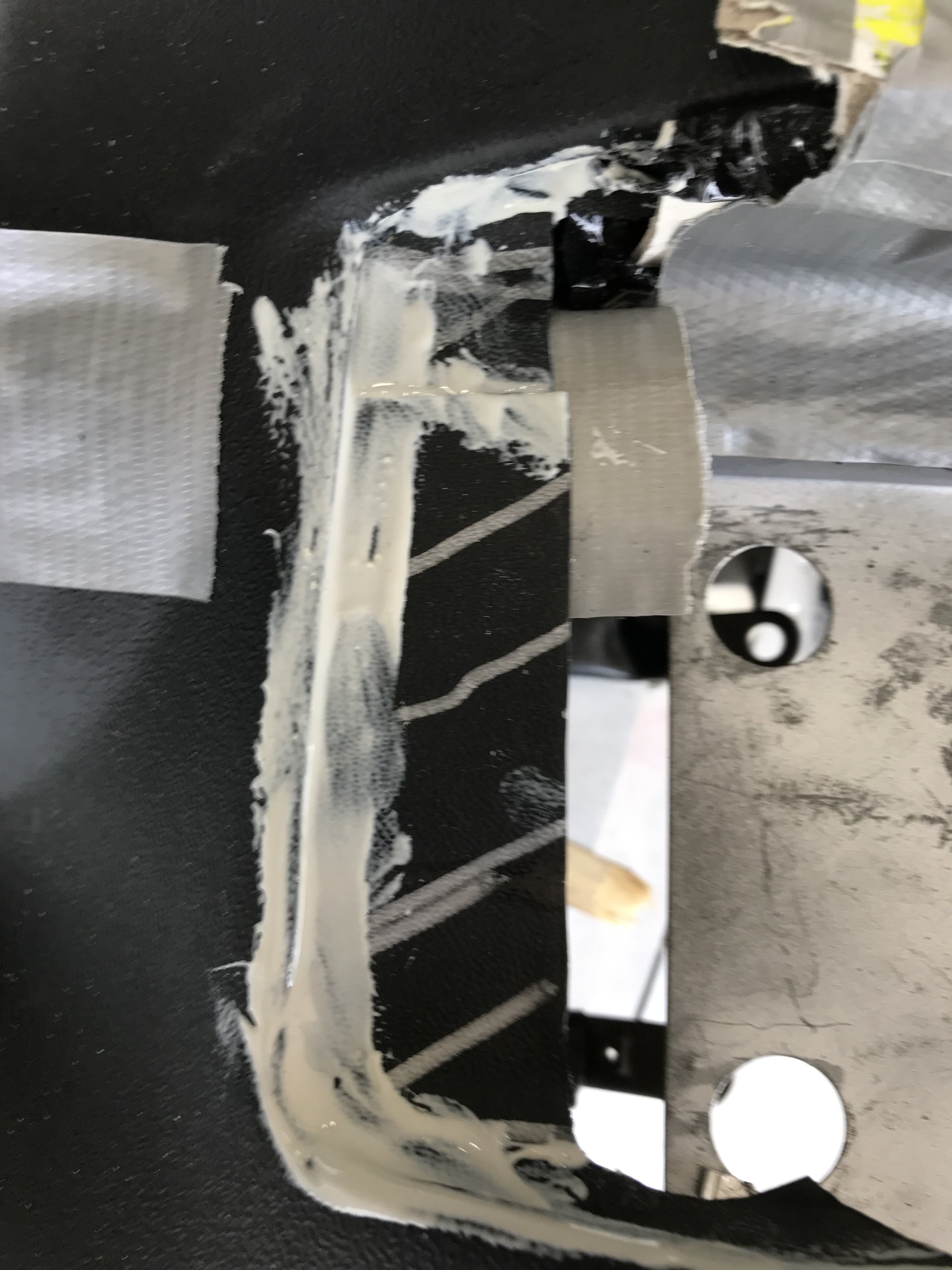
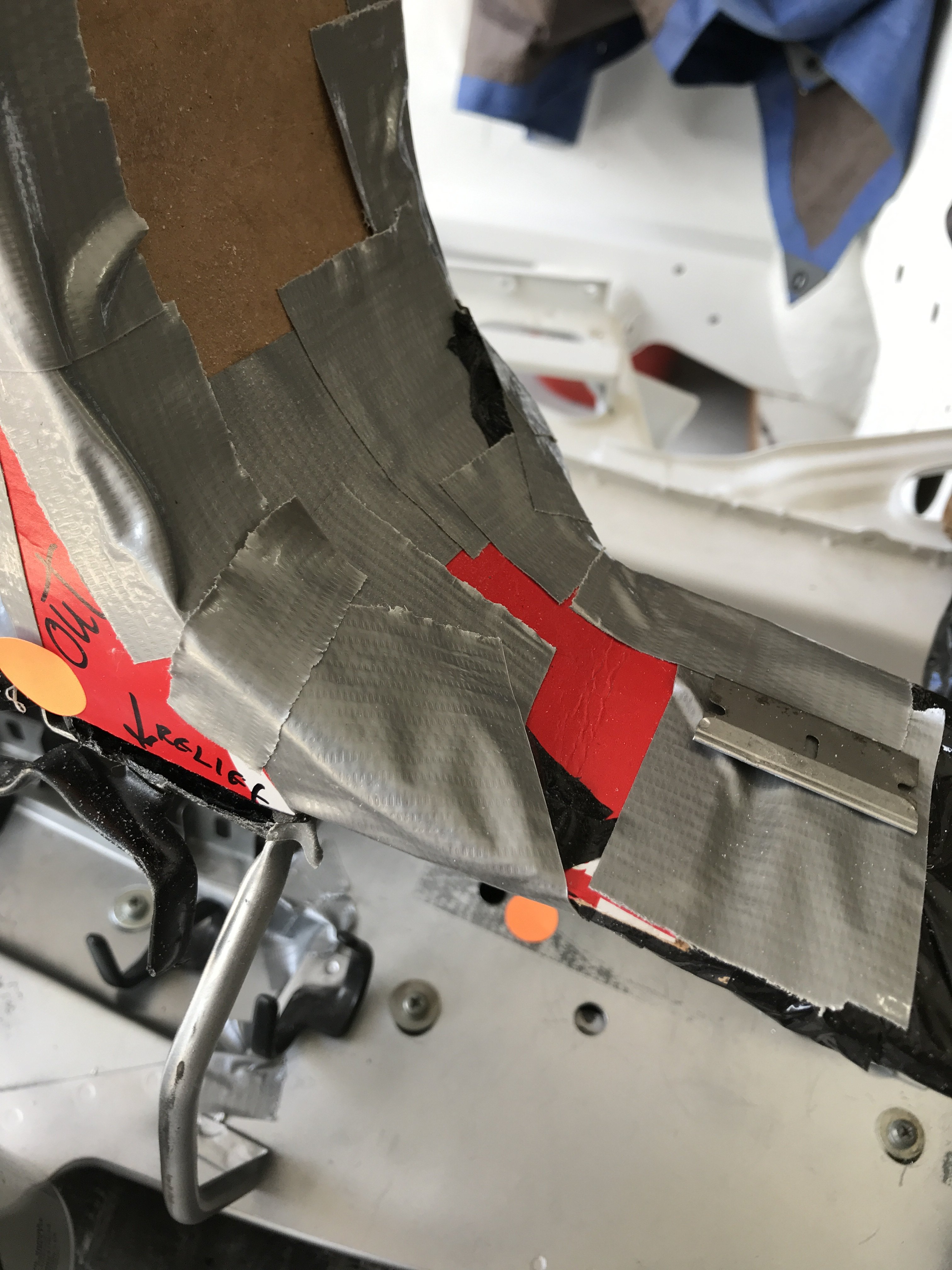
My dashboard was in bad shape as most of its early life( 71 to 83) it was parked outside all the time. This picture shows the dashboard broke into eight pieces when it fell off the work bench. Note-Huge cracks through out the dash board So first thing to do was to sandblast the small amount of corrosion of the frame of the dash. My Speed Blaster does a good blasting job on objects to bigger to fit in my sandblasting cabinet. Motorsport supplied the replacement dash cap for $120 as the old dash foam was so bad it would just crumble in your hands. So I decide to replace the dash foam with new stuff. So I decide to use the Motorsport dash cap and the existing dash frame as a mold. Then new foam would poured or injected into this mold. So now I had to seal off the metal part of the dash to be a part of the mold. Black shipping sheeting was utilized to wrap the dash. 3M General Spray Adhesive would sprayed on the hold the sheeting in place. The biggest problems was the Motorsport replacement dash cap did not cover the lower section of the dash board. Four major molds would have to be created to fill in these areas. Using card board and duct tape were used in this process. The inside of the card board would be covered with the black sheeting to provide easy removal from the mold. There were some of the original dash sections that could be reused. View of the Right lower section of dash This corner section was sectioned off the original dash then epoxied to the replacement cap. The other part of this patch . Center panel mold outside view Note=Black sheeting inside of the mold The outside view of the mold A lot of Duct Tape created a sturdy mold. The left side mold was constructed the same way Note -Bottom of the mold was left open otherwise the foam pressure would distort or damage it. This view shows the mold attached to the replacement dash cap with duct tape. This pic of the Right side lower section of the dash
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
My dashboard was in bad shape as most of its early life( 71 to 83) it was parked outside all the time. This picture shows the dashboard broke into eight pieces when it fell on the work bench. Note-Huge cracks through out the dash board So first thing to do was to sandblast the small amount of corrosion of the frame of the dash. My Speed Blaster does a good blasting job on objects too big to fit in my sandblasting cabinet. Motorsport supplied the replacement dash cap for $120 but the old dash foam was so bad it would just crumble in your hands. So I decide to replace the dash foam. I decided to use the Motorsport dash cap and the existing dash frame as a mold. Then new foam would poured or injected into this mold. So now I had to seal off the metal part of the dash to be a part of the mold. Black shipping sheeting was utilized to wrap the dash. 3M General Spray Adhesive would sprayed on the frame to hold the sheeting in place. The biggest problem was the Motorsport replacement dash cap did not cover the lower section of the dash board. Four major molds would have to be created to fill in these areas. Using card board and duct tape were used to make the molds. The inside of the card board would be covered with the black sheeting to provide easy removal from the mold. There were some of the original dash sections that could be reused for this purpose View of the Right lower section of dash This corner section was sectioned off the original dash then epoxied to the replacement cap. The other part of this patch . Center panel mold outside view Note=Black sheeting inside of the mold The outside view of the mold A lot of Duct Tape created a sturdy mold. The left side mold was constructed the same way Note -Bottom of the mold was open otherwise the foam pressure would distort or damage it. This view shows the mold attached to the replacement dash cap with duct tape. This pic of the Right side lower section of the dash
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
While awaiting some parts to come in, I decided to work on the two front headlight buckets. Right bucket is "before cleaning" and left is "after cleaning" The right bucket is "before cleaning" and left one is "after cleaning". This pic shows both head light buckets with light mounting cups. I was thinking of restoring these buckets with zinc chromate( yellowish gold plating) But found the zinc chromate is very toxic and hard to dispose of. So I am thinking of trying using metallic gold powder coating to recreate the coating. Checking to see if I can match the color. I ordered an Eastwood Powder Coating kit but it is on back order till February. So I went to work on the disassembly of the rear suspension. Of coarse, the most difficult part is the removal of the spindle pins. In our tropical climate here, I knew those pins would not slide easily. As I didn't want to spend $100 for the puller + freight, I decided to fabricate one. Went to Home Depot to gather all the parts. First, I migwelded a used wheel lug nut (12mm X1.25) to my 5/8" NC X14" threaded rod for the pulling screw. total view of 14" pulling screw Used a 1" ID steel fence post about 12" with 5/8" steel washer welded to one end of the pipe. aaa Note: the spindle pin shaft is on the top then the threaded pulling shaft then the pipe housing on the bottom. The threaded rod was screwed securely to the threaded end of the spindle pin. The round housing was installed over the tjhreaded screw. Then two additional 5/8" flat washers with grease between them was added to provide slippage under tension( a small bearing can be used too). Then the pulling nut is added. A 1/2 ratchet or 15/16" box wrench can used to turn down the pulling nut. For additional torque, a wrench extender or a long pipe can be utilized. Also, heating with a torch the cast iron area around the spindle locking pin will loose the corrosion if it is really stuck. Another important thing to make removal easier is the use of penetrating oil. After removing the two nuts and washers on both ends of the spindle pin, Place the suspension assembly so the pin is vertical as possible. Soak the top and between all cracks to get the penetrating oil in as possible. I seen mechanics make a cup around the top of spindle to create a reservoir to hold the oil. Leave the oil on as long as possible( even a week if necessary). The more oil that gets in, the easier the job will be. It will take a long time to turn that nut to pull out that 11" spindle pin considering one rotation of the nut probably moves the pin about 1/16" to 1/8" out. It will seem that way. The cost of the parts was about $20.
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
While I was waiting for some parts to come in, I decided to work on the two front headlight buckets. A view of the back of the buckets. The right bucket is the "before cleaning" and the left is "after the cleaning". The right bucket shows the "Before cleaning" an
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
View of the front lower bumper panels primed by poly primer. The bigger job was turned out to be the amber turn signal lens. Some of those tiny phillip screws(about 3mm) were rusted and had to be drilled out. Pic of broken lens mounting screws. At first, I used gray JB WELD expoxy to repair those lens mounting plastic studs. Then upon putting the lens cover on the housing, the gray epoxy created dark shallows in the lens. So I removed the gray epoxy and used JB WELD Clear Epoxy was utilized to eliminate this problem. The epoxy was dry to touch in a hour but waited till next day to drill and tap them. Those amber studs were recreated by using plastic straws and masking tape to make a mold for the epoxy. The straws were slit to go around the existing studs. Masking tape was applied tightly to seal and hold the mold while curing. Phillips 4-40 screws was found to be close enough to replace the rusted ones. The finished product
-
Heavy Duty frame rails and connectors
toolman replied to toolman's topic in Gen III & IV Chevy V8Z Tech Board
Now that the underside of the 240z is painted with single stage polyurethane paint. the car could be removed from the rotisserie. I decided to construct a wooden dolly so the car could be move around the garage easily. used 2"x 6" planks and 3/4" plywood sheets to construct the dolly. The four metal 3" casters that were tack welded to the frame rails were reused and bolts to the 2" x 6" planks. Two 1"x 3" wood strips were screwed to the top of the dolly to prevent the car from slipping off the dolly. They run parallel outside of the frame rails. The car was removed from the rotisserie and place on the dolly. There were a few small parts that missed being epoxy primed so I started to work on them. The two front bumper panels were inspected. Only the right side had corrosion problems. Right panel had two rusted out sections. A paper template is created to the replacement section. Another template was made to repair the other section of the bumper panel. The template was traced on to make a sheet metal patch. Inside view of the mig welds expoxied to prevent corrosion. Outside view of bumper panel epoxied and will smooth over with body filler after epoxy primed.























































































































































.JPG.5909c8c321c1cd74462e21646ea48787.JPG)






























.JPG.94fd61aa0cf3c7343703c74670003bfa.JPG)
.JPG.d7956ab6d6a023516f053fc106b36ff3.JPG)
.JPG.b3b5070e229229ee4702feb133ad71de.JPG)
.JPG.1c73e9876bf0e571321b5574536a4e48.JPG)
.JPG.822ece04273d76821ebe42d4559d462e.JPG)

.JPG.e235837c63630e5c6f6edde208473f13.JPG)


.JPG.85ec9589dc6cc344ef9cd3661f056cef.JPG)



.JPG.622bfb063092d8a16e9c212b5f009e6e.JPG)
.JPG.5687ff78f6b49b88400464bd404e1eb6.JPG)