MONZTER
-
Posts
826 -
Joined
-
Last visited
-
Days Won
27
Content Type
Profiles
Forums
Blogs
Events
Gallery
Downloads
Store
Everything posted by MONZTER
-
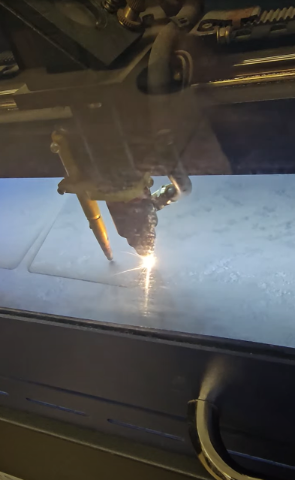
I also finished cutting the new Tar paper that will go on the interior floors and trans tunnel. I have a laser cutter at work. This is a Nissan part and still available as blank sheets. Unfortunately, even though it is correct, it is expensive at $100.00 USD per sheet. It took 6 sheets for the entire interior. This is the material on the laser After the metal is ready, I will epoxy coat it first then apply the sheets. Unlike OEM that had bare metal under it, this should be substantially better at keeping water from getting under it and rusting the metal

-
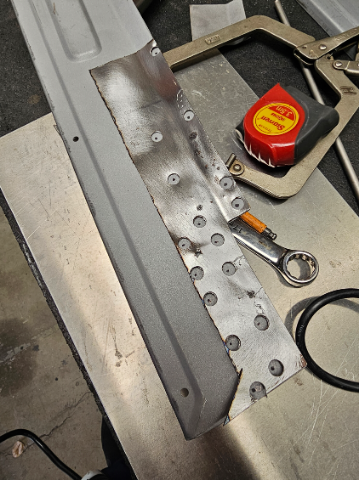
Another productive weekend. Unlike my Turbo chassis that has a late 71 build date, this car having a mid year build date has protection plates over the seat belt pockets. But of course they were used by the PO to jack the car and dented them up. I drilled out the spot welds and removed them, allowing me to straighten the dents and blast underneath them. Before: After: All sprayed with weld thru primer and ready for plug welding back on.
-
Since the frame rails were dented up pretty good from wrong floor jack positioning, I decided to replace them and this would also give me the opportunity to really get the original metal floors flat, and the metal shrunk and tight. They were surprisingly clean inside. This is the floor pan after removing the spot welds and frame rails. After some wire wheel work, and metal prep acid wash with Scotch-Brite, I worked and shrunk the metal with a shrinking rod and them smoothed it with a shrinking disk. Nice and flat getting it to what original would have looked like, leaving all spot welds and original deformations in place. I then lightly blasted the overlap areas and applied Weld-Thru paint. I then fitted the new frame rails, they took a bunch of work to get the correct shape and to match the original contour of the floor pans. I then copied all the original spot weld locations and drilled 3/16 hole to plug weld. I used several Cleco clamps to hold it in place and tight up against the floor pans. Next I used my MIG and plug welded them in place Finally I will grind smooth the plug welds More after the weekend
-
Thanks for the replies and comments. Time is always an issue, however Im at the age now where my daughter is 26 years old and working full time. Been married 30 years so the wife is obviously understanding of my hobbies. Hopefully continuing to make progress regularily. Hoping more people come back to the forum and participate in the community. Here is a picture of me and my daughter when she was probably 2ish years old, same car Im working on now. I need to get her back in the shop for a new photo - Time flies
-
Catch me up the last six years of how to Z community the internet
MONZTER replied to tim.d's topic in Non Tech Board
I miss the old days of humble build threads, great comments and passion for building. All the FB and You Tube stuff seems like "hey look at how special I am, I can weld metal... ect" then people just talking shit how they suck and how much better they are. Just self-promotion for one’s self over passion for our cars and community. I think the Me/I generation is the problem mixed with ADD for anything longer than a sentence and complex thought. To ask for help is to say you dont know everything and today that is death. So yes I am an old guy now so look at me just like I used to look at my parents when I was young HA. Ill keep posting here, at least it is one thread that follows my project for anyone interested. I appreciate the comments, critisim, and help. -
Been spending alot of time getting the chassis on the NA car cleaned up and ready for paint. Its a super clean almost a no rust car, so I want to strip it completly bare, metal prep it, straighten the floor pans which are really clean just slightly dented from wrong jack points. I started out by stripping everthing off and making digitized and CAD files of all the tar flooring. You can still buy it from Nissan. I have a laser cuttter so I will use it to cut all the replacements. It is an original paint car, so it was hard going in on it. Next I put it on my rotissary I built for the Turbo car and got to work on stripping all the factory undercoating. Using a heat gun, scraper and some mineral spirits did the trick but it took a long time. All super clean original metal under the car This is what it looked like under the front fenders BEFORE cleaning, so super happy and even under the cowl all original paint
-
Looks nice, Im guessing 260hp at 6500 to 7000k Do you plan on dyno testing it? Seems like it will be a super fun street car. Realy clean but not so over the top that you cant drive it everyday and enjoy it. Looking forward to more.
-
Been a while since I posted any updates. Been moving along. For the Turbo car I decided to build my own wheels. Ill CNC machine the center sections myself and have the lips and barrels spun for me. I really like the old SSR RS8 wheels but finding them in the correct bolt pattern, offset, and caliper clearance is impossible. I fould a set close, from Japan and had them shipped over. Since this car uses Z31 hubs and such, the spacing is out much more than a standard Z so I need a bit more positive offset. I dissasembled the wheels and scanned the center section into my computer and reverse engineered the shape. Next I re-assembled them and had the 245-45-16 tires Im going to use mounted. I test fitted them to the car, and close, but not good enough. This is the fist time this chassis has been rolling on its own wheels in 27 years. Its been on a cart or a lift. Felt good to see some progress now that the suspension, brakes, and cross-memeber are finally complete Scanned this complete assembly and put it in CAD. Now I have the exact shape of the tire on the rim. Cool cross section of it. Finally I scanned the side of the car, put it into CAD. Now I can adjust my wheel center offset for caliper clearance, and adjust it to work with new Lips and Barrels I will order for the proper offset and fit to the car. Having it in CAD alowed me to look at it from every angle and check all clearances, for calipers, springs wheels lip, ect. Even compressing the suspension to make sure I have fender clearance at full travel Final wheel spec is: Rear - 5 lug = 245-45-16 on 8.5" width rim- 27mm positive offset, 2.25" outer lip on the rim Front - 5 lug = 245-45-16 on 8.5" width rim - 31mm positive offset 1.75" outer lip on the rim Next I need to find some time to program the CNC and start cutting chips. But I got distracted on the NA car, so that update is next.
-
Yes, still working on then, just have not posted anything. Bought some expensive components that take time to recover from. A blank PAMS head, that I then designed and has DelWest make me titanium intake valves, Inconel mnemonic stainless steel exhaust valves, also MoldStar 90 seats and guides. Had it assembled, and ports cleaned up for some nice flow numbers. Also purchased a Nismo 6 Speed Trans that was also strengthened and modified by HPI in Japan. I take some progress pics soon.
-
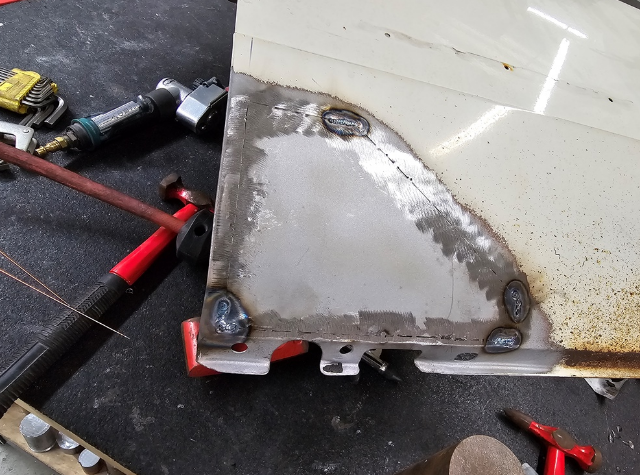
More pis of it finished up The bottom plate was beat up a bit and bent from floor jacks. So I took off the old one by drilling out the spot welds. I then drew up the shape and had a new one laser cut. The center plate that is welded to this plate, I re-made it as well, but out of 304 stainless steel. This way I can leave it a brushed stainless finish after powder coating and it is a good place to use a floor jack. I then spot welded on the larger plate in the original locations I then tigged the seam between the spot welds Then tigged on the center stainless plate Then blasted the entire cross member and powder coated it in a super black semi gloss powder coat. Powder coated the motor mounts as well I always first do a primer powder coat that is sandable I sand most off this off to fill the small blemeshes Then final coat Finally the brushed stainless plate for the floor jack Next up is getting a new transmission, then finishing the exhaust
-
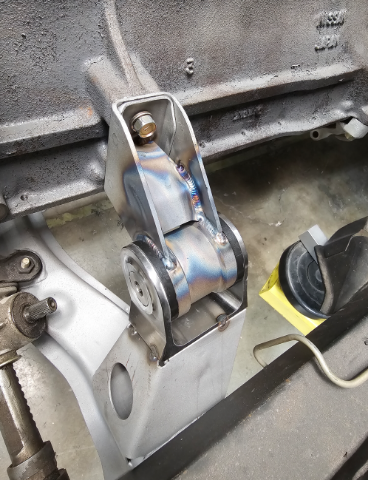
I finished up the front crossmember and motor mounts Started with a stock crossmember with the need for new engine mounting since I moved the engine in the chassis back about 1 inch. I extended and boxed in the existing upright Some grinding and blasting to clean it up 3 D printed mockup of a machined bracket I made to accept the moustache bar busings. I designed these years ago and have been in the NA car for 15 years. Worked well I machined this weld in bracket out of a solid chunk of steel because I wanted the details for the bolt holes and you could not do that with bent sheet metal. Stupid but fun. More soon
-
Thanks, I enjoy keeping up with your projects as well, nice work you are doing on the intakes. I machined this plenum years ago. Made from 2 halves and welded together. Hoping to one day run it.
-
No, scanner, I want one but not yet. Just did all the suspension and reverse engineering old school with calipers just measuring. It's all pretty simple stuff
-
Here are some more pics Started with a backing plate from a Z32 Here is the CAD model where I got it all worked out for the proper spacing / fit, ect. Machined the parts from this CAD This is the first fit check. You can see how the rear hub bearing was modified for a 5 bolt Z31 turbo stub axle bearings and CV flange Just some final pics
-
Hey Derek, you know my neighbor John at HyTech. Fun stuff. Someday a LY head if we could find the time?
-
Ill Put some more pics of the diff mount/cradle and the trans mount. Yes, doing all my machining on a 3 axis using SolidCam. I buy the Aloding coating and the acid prep/wash from Aircraft Spruce. Its easy to do everything just has to be spotless clean and degreased. I designed and made this diff cradle so many years ago I had to dig up pics. Dont think anybody had something available back then This pic dates back to 2001, thats how long this project has been going. All the turned parts are done on a manual lathe and I did not have CNC back then so its all done on a manual mill as will. All 4130 steel, pretty light actually. Just a hobby so no hurry I guess Front diff mount is two OEM mounts cut in half and weled together, I integrated the solid mount into it as 1 pc. Here are some CAD pics of the mount. I actually have moved the engine back about 1 inch so I needed to make a new trans mount. Wanted something to go with the new design front motor mounts Ill show soon when I finish up the cross member. The bushings are from the outboard rear control arm urethane kit. I Its steel and aluminum contruction. I still need to put a finish on it. But I wont probably use it now as I am going to replace this S15 Trans with a Nismo 6 speed. So Ill have to modify the design and make some new parts. Front crossmember and Front suspension coming soon
-
Duals, oops just a typo, duel exhaust pipes like original, thanks
-
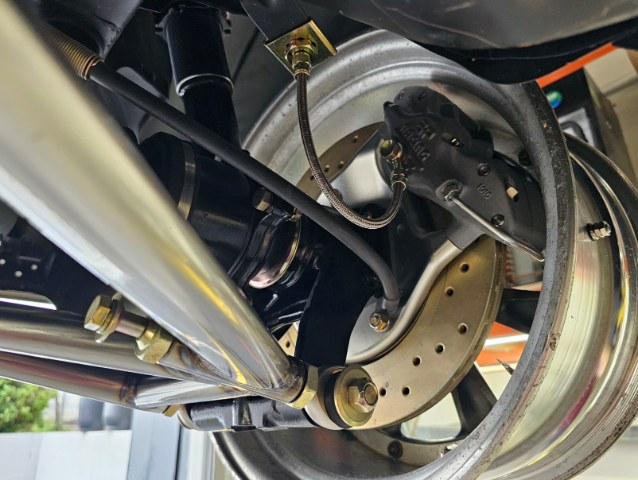
Back to work on the Z Turbo car and taking a break on the NA car after finishing up the body work. Time to dry fit the rear suspension for the Turbo Car. Designed and built my own control arms and rear support years and years ago, finally fitting it up. They are 4130 seamless Chromoly that I polished welded then clear powder coated. Here are the rear control arms. I stuck with the standard urethane mounting bushing fror the inner front pivot location, but used really nice Teflon lined Aurora rod ends everywhere else. I had some 6-4 titanium bar drops and plate, so I was feeling creative and made all the big control arm bolts from the titanium Here it is all installed with the brakes and custom parking brake cable as well as custom CV axles, Diff mount and front mount This is a custom front diff mount with a double hump for the duel exhaust that will fit in very nicely. The Diff is an R-200 with 3.70 gears and a Quaife Limited slip. Can remember where the diff cover was from, but I think it was a Nismo part. I bent up my own sway bars from StressProof steel and made two point adjustment links for the end. I machined some mounts with solid Teflon busings for the sway bars, similar tot he 280z placement, front mount style The bar is sitting too low and will hit the duel exhaust pipes so I need to remake the mounts and raise the bar higher in the chassis. Thats it for now, on to the front suspension and crossmenber next. Let me know if any questions, clarifications or more pics. Busy Summer.
-
Last bit of body work was the hatch slam. I did not replace it entirely. After getting a Tabco replacement and then a classic fab replacement, I decided mine was not bad enough to justify changing the entire part out and reducing the originality as the replacement parts are not a 100% The original paint Drilling out the tack welds After drilling out the spot welds and cutting part of it away, I blasted the undelay of framing. There was some corrosion deepen than I liked so I cut it out and patched it. Then ground it back and sprayed it with a weld through primer Next I removed the rest of the panel, blasted it and replaced the little bit of rusted metal. Tig welded it and ground it flat along with some dolly work to make it flat after welding I then tig welded the old spot weld location and ground them flat so it looked like a new panel again. All the underserface of the rebuilt hatch slam got coated in weldthrough primer. I then applied a weld through seam sealer. I used the old pc of metal to mark the exact location of the original tack welds Final to tack weld it in. Looks great and factory original in my opinion
-
Welcome back, I think you unfortunately find things have gotten quiet around here. Face book groups, scammers and short attention spans are the new norm. I came back here after a 10 year absence as I missed the old times too. Still lots of great info to be found, just not the level of new content we remember.
-
Then on to the front fender, Inner and lower. Another KF Fab part fitted in and TIG welded Cleaned up the weld beads and spot welded it back to the lower fender return Same deal on the lower fender. lots of small tack welds to keep it fron warping and small welds. I kept the original lower flange of the fender so the fit would not change. It cleaned up nicely with some blasting, and will keep the original fit and look of the fender For TIG the metal needs to be perfectly clean forpretty welds, but the overlap of the inner fender made this difficult, but they will look fine when ground back. A grinder, a file and a shrinking disk got it straight. A skim coat of filler will probably be needed to make it perfect as I cant get behing the repair to dolly it out perfect. The Hatch slam is up next
-
Here are pics of the front rocker panel and front fender work. All the same concept of only removing what was necessay and trying to keep it as original as possible with little to no filler. All original paint and never worked. Looks pretty good Whats hidden After blating with crushed glass Cut out the old, you can see the inside of the rocker was perfect and clean. the rust comes from the overlap of the inner fender and the front rocker. The cowl drain dumps back here and it just fills with wet dirt I bought a KF Fab full rocker and only used the small pc to repalce the area. The fit is really good on these parts TIG welded it back in. Carefully only 1/4" at a time jumping around with an air quench. Some quick grinding of the weld bead and it blends in perfect so it doesnt even look repaired.
-
No, Just ER70S-2, works well with the tig and low amperage, so no distortion from overheating or cracking metal like it MIG. On headers I would use silicone bronze to weld the primaries to the flanges.The heat cycling needs the ductility of the silicon bronze, but on a body panel I dont thinkit is necessary unless you were trying to flame weld and minimize warping.
-
I miss the old days of the forums. I would not call it a skill, but just some practice over the years and figuring out what works, and what not to do, usually the hard way. So dont be afraid to try and practice if you enjoy this sort of thing. Its not great work, but good enough to satify myself. I have a friend who welds, he has talant
-
I dont want any filler, so I fit each part perfectly with a butt joint, dolly it out where possible, then grind it flat and smooth for an original fit. before any welding I prime all parts on the back side and pinch points with weld-thru primer the arc and inner rocker are new in this picture then the rear of the rocker, putting back the spot welds in the OEM position Some more primer to look super clean and blend in tot he original rocker which was perfect everywhere else Finally fit the outer skin and tig it in small steps so no warping Some more smoothing of the welds and original spotweld locations used Just a small skim coat of filler on the upper weld seem, but making sure to leave all the factory spot welds to show through the paint. Other side is the same, so on to the front fender next