

toolman
-
Posts
523 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Blogs
Events
Gallery
Downloads
Store
Posts posted by toolman
-
-
SleeperZ, Thanks, Keep checking this post as I am still adding more pics and text of the Show.
https://www.youtube.com/watch?v=_9fN7ntWKAY&t=126s Check this 2017 Nissan GTR out!!
https://www.youtube.com/watch?v=e4TqX-eWkWM&t=85s 2018 Sema Show Young Guns Winner
https://www.youtube.com/watch?v=DU656s-qti0 overall view of Sema Show
https://www.youtube.com/watch?v=B0q-fwwS9Vs video of 58 Chevy with metal engraving in spray booth
 Farm Truck from STREET OUTLAWS was there.
Farm Truck from STREET OUTLAWS was there.
-
There were hundreds of exhibitors and attendance was probably more than 170,000. I will attempt to give you guys a small sampling of the show at this show.
The winner of the Young Gun Builders of SEMA Show was Kyle Kunhausen. He spent 5 years building this early 240z in his home two car garage in Oregon. Go to https/www.youtube/watch?v=pCfLQHZgnCM&t=49s
Bob Sharp 240Z race car
General Motors had an ALL Electric motor powered Camaro on display. It provides 800volt batteries. The motor has
This Camaro can do the 1/4 Mile in 9 Seconds!!!
Shell Oil booth had a supercharged Tractor Puller.
There were many Rat Rods there to demonstrate their creativity. Here is a vintage service truck.
Rear view of the cab and rear bed.
This is spin off the original LITTLE RED WAGON wheelstanding truck that could carry the front wheels the full length of the strip.
-
It was powered by a supercharged Dodge Hemi engine.
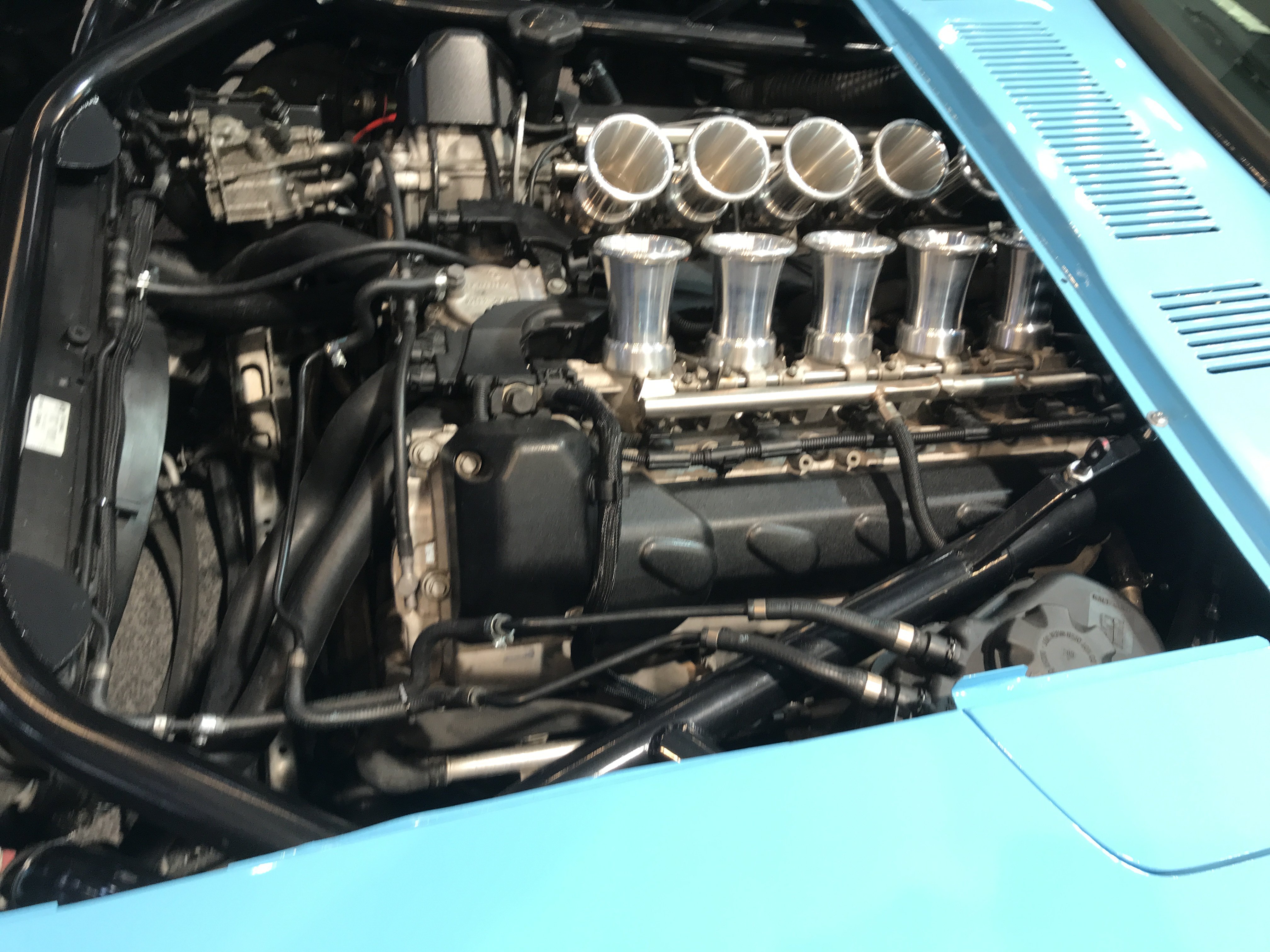
From the You Tube videos, this 240Z had a BMW M5 V10 motor installed on custom made steel tubing frame.
The front end utilized a Rocket Bunny front panel and fender flares.
A universal rear fender flare kit covered the rear tires.
The Street Banditos made a custom LED tail lights for this Z,
Its construction can be seen on You Tube Videos- "B is for the Build". The site has almost 500,000 subscribers. It was entirely built in home garage in Portland, Oregon.
A really chopped and lowered Jeep with giant wheels and tires.
A view of the large crowds of people outside of the main halls.
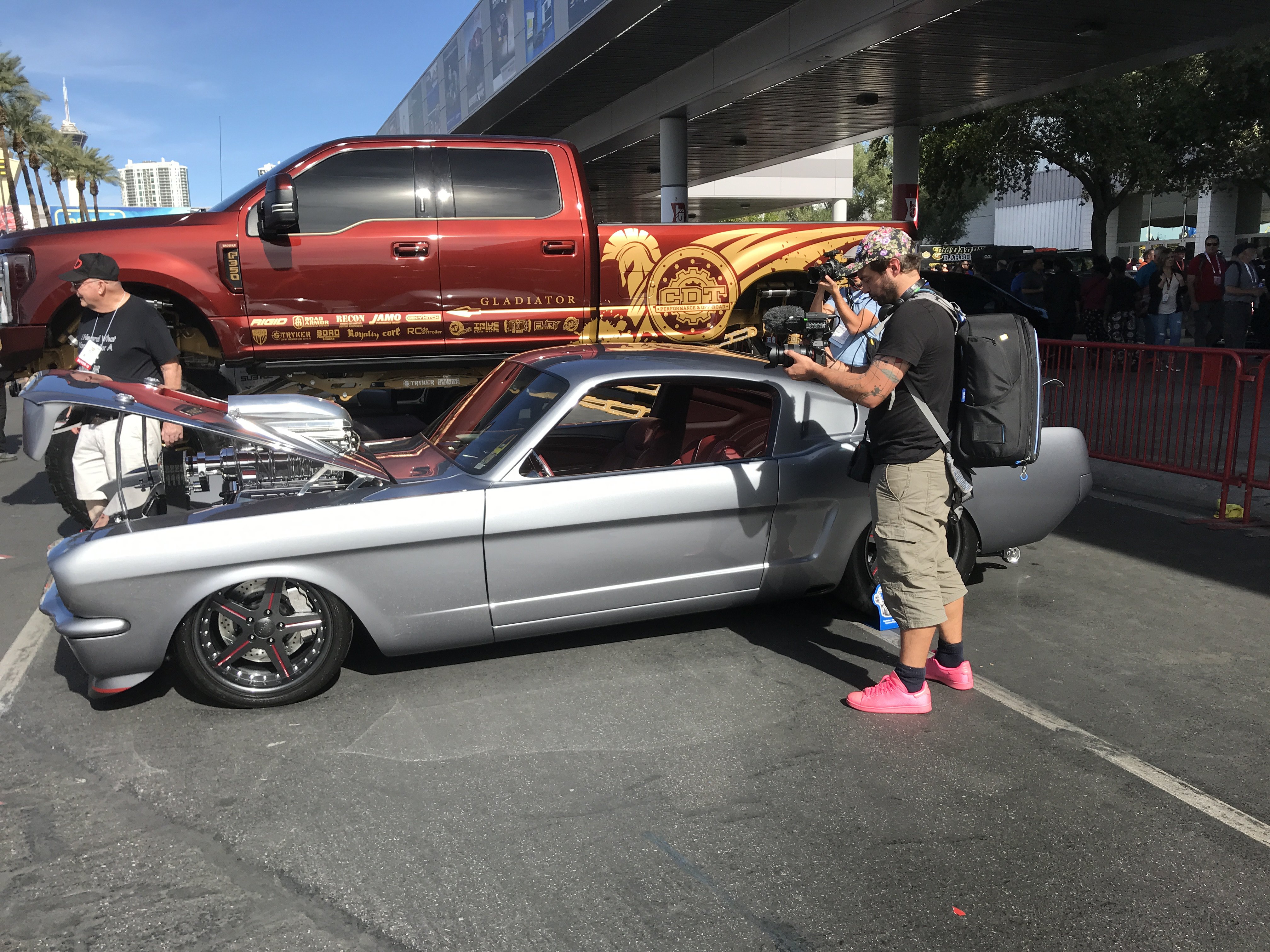
A wild looking 65 Mustang with a supercharged motor in Pro Street form.
Air brush artists showing their skills.
El Dorado low rider with air bag suspension.
I think this was a modified Miata with tube frame with supercharged motor.
A Monster Truck with Giant Tires climbing rock display.
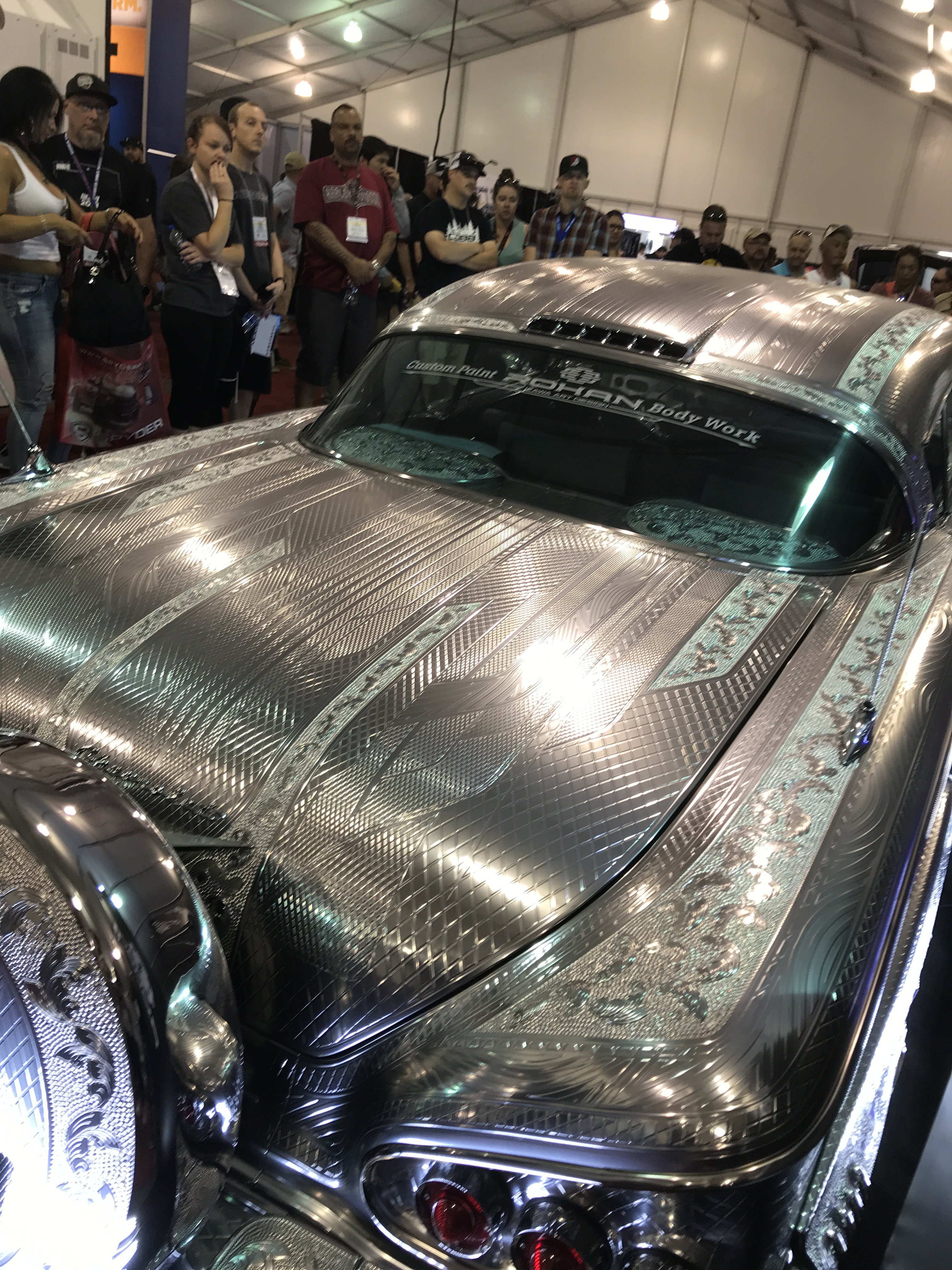
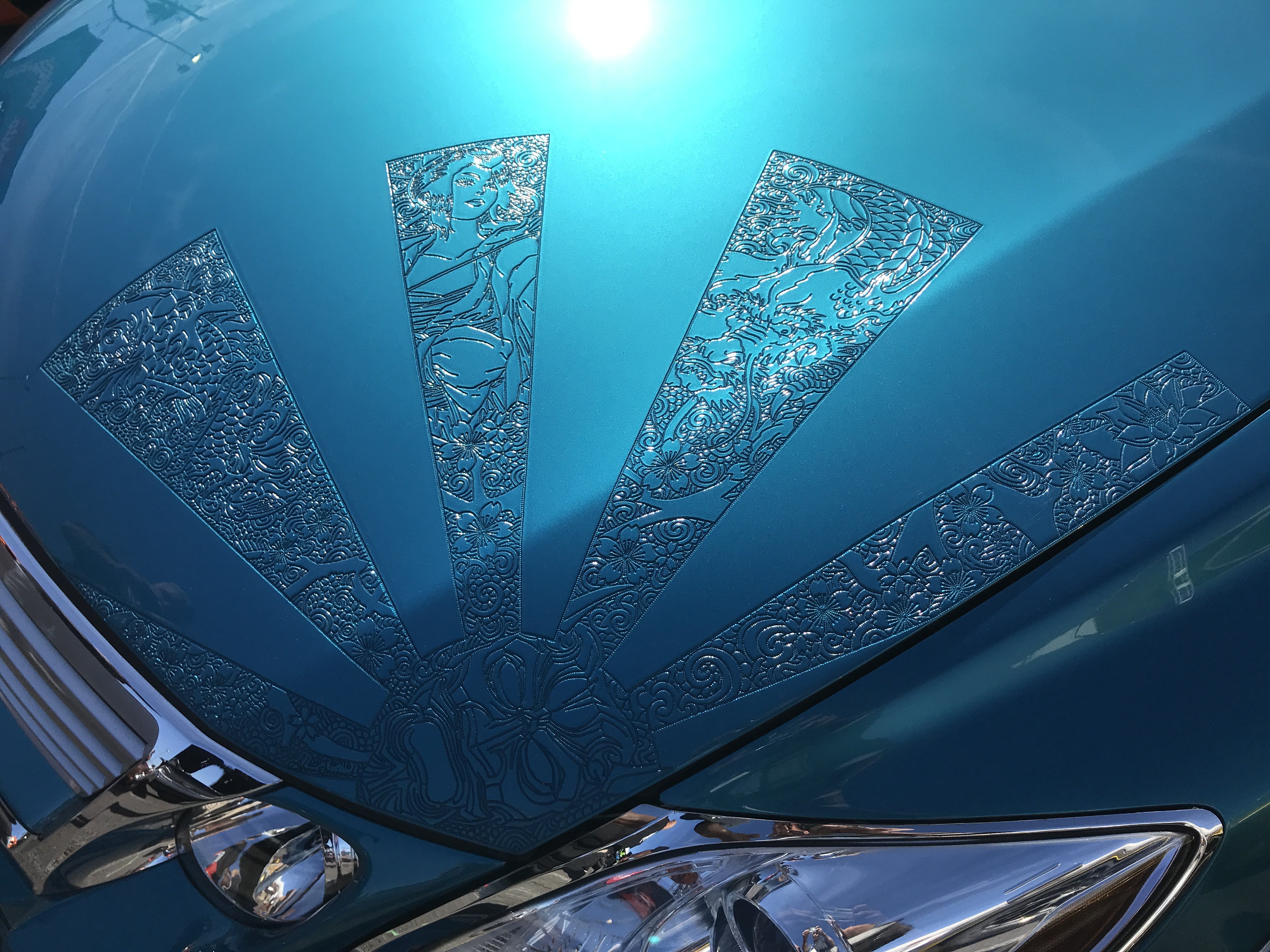
This 58 Chevy has a very unique type of body work-metal paint engraving. This process is spraying metal paint to 1.5M thick engraving the whole vehicle. It is widely popular in Japan and Asia. Thos car took over 6 months to complete.
But really expensive as it is extremely time consuming. Enlarge the photos to see the workmanship. Unreal!!!
Another example of type metal engraving. Don't forget to enlarge this pic to really see the workmanship.
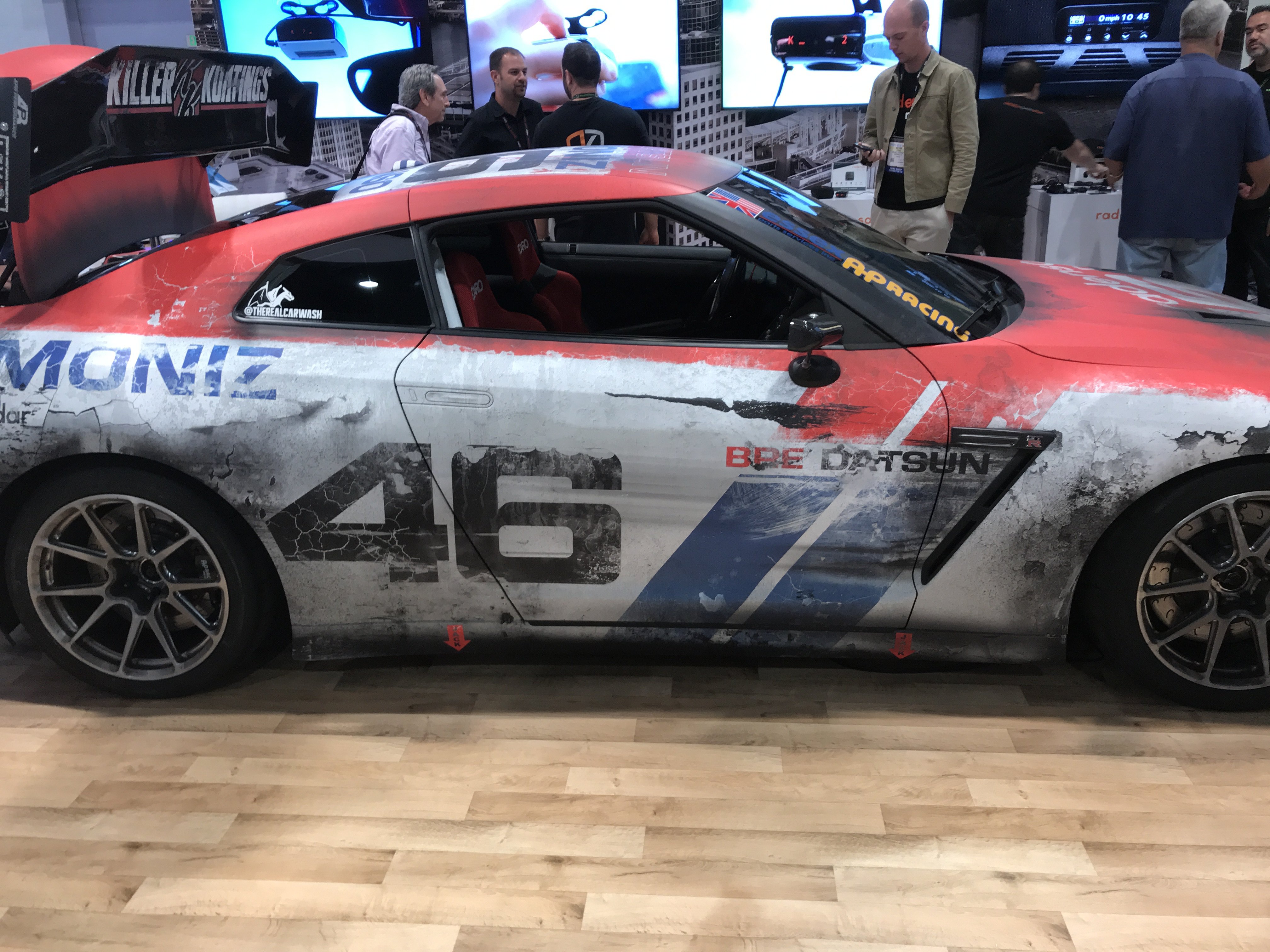
This 370Z was painted and body worked to replicate a beat up racer. All those dents and scrapes were created. They
created a Rat Rod Nissan Z to me.
Only a keen eye would notice that gaps, edges, body panels were not distorted. The paint job was manipulated to create
the worn and damaged effects. Similar to what Rat Rods do.
Nissan Skyline Z was in Optima
Ultimate Street Car Event that raced around the county.
Another Optima Race Z
Not sure but think this Z had a LS motor with T56 trans. The car was so low you couldn't see underneath.
There were about 10 Food Trucks all around the SEMA SHOW to provide a wide variety of food selections(Chinese,
Mexican, Middle Eastern, etc)
Another LS Z Racer;
Tires and wheel look small for the flares but looks like there was a lot of carbon fiber parts on it.
Ever wonder how the movie studios film those wild car chases and crashes. A modified Toyota with computer controlled
360 degree crane on its roof, that is how!!
HKS 370Z RACE CAR
Auto Body & Paint section of the show( even had spray paint booths).
WELD UP another one of their RAT ROD creations. Note how the front end's black roses-represents death. As you move
move to the engine's red roses
represents love/hope. Then to the rear of the car. the yellow bright paint job.white interior and white wall slicks represents clean/ purity. This car was made for a cancer recovery individual. Very Artistic!!
-
DonH, Thanks for compliment. I finished the rear hatch and seam sealed all of the seams.
.pic of the finished hatch.
.
Front area of the floor pan resealed with sprayable seam seal.
View of the main frame rail seam sealed.
closeup of seam sealing frame connector and rear crossmember.
Rear frame and rear body panel seam sealed.
I wanted to put more seam sealer on the bottom to provide more rust protection and sound abatement but ran out of sealer.
I am going to the Sema Show in Vegas next week and will try to post some pics( especially 240zs) from there.
-
Thanks, Richard, I hope my posts will continue to be informative and useful.
I found corrosion on the rear hatch only after disassembly. Though mostly small areas and were easily repaired. I decided not to replace
the aluminum louvers on the hatch so those mounting holes had to be patched.
The holes were 3/8" so 9/16" patches were created.
The lower pair of holes in the hatch were accessible from the backside. The patch were held in place with a 1/8" x 3/4" steel bar.
Then were tack welded with the mig.
Pic of the patch grinded down.
The upper holes could not access from the back so the patch had to welded on the exterior,
So the holes were tapped down with a ball peen so the hole area was recessed.
These patches were made by drilling 18 gauge sheet metal with a Blair 9/16" hole saw. The 1/2" plug was used as the patch for these holes.
-
I finally received my replacement Tweco gun and lead. It has a HD switch and gives me a better control of the mig wire. Two
flat 3" wide copper strips were temporary installed under the hood butt weld. It will disperse some of heat of the mig welding.
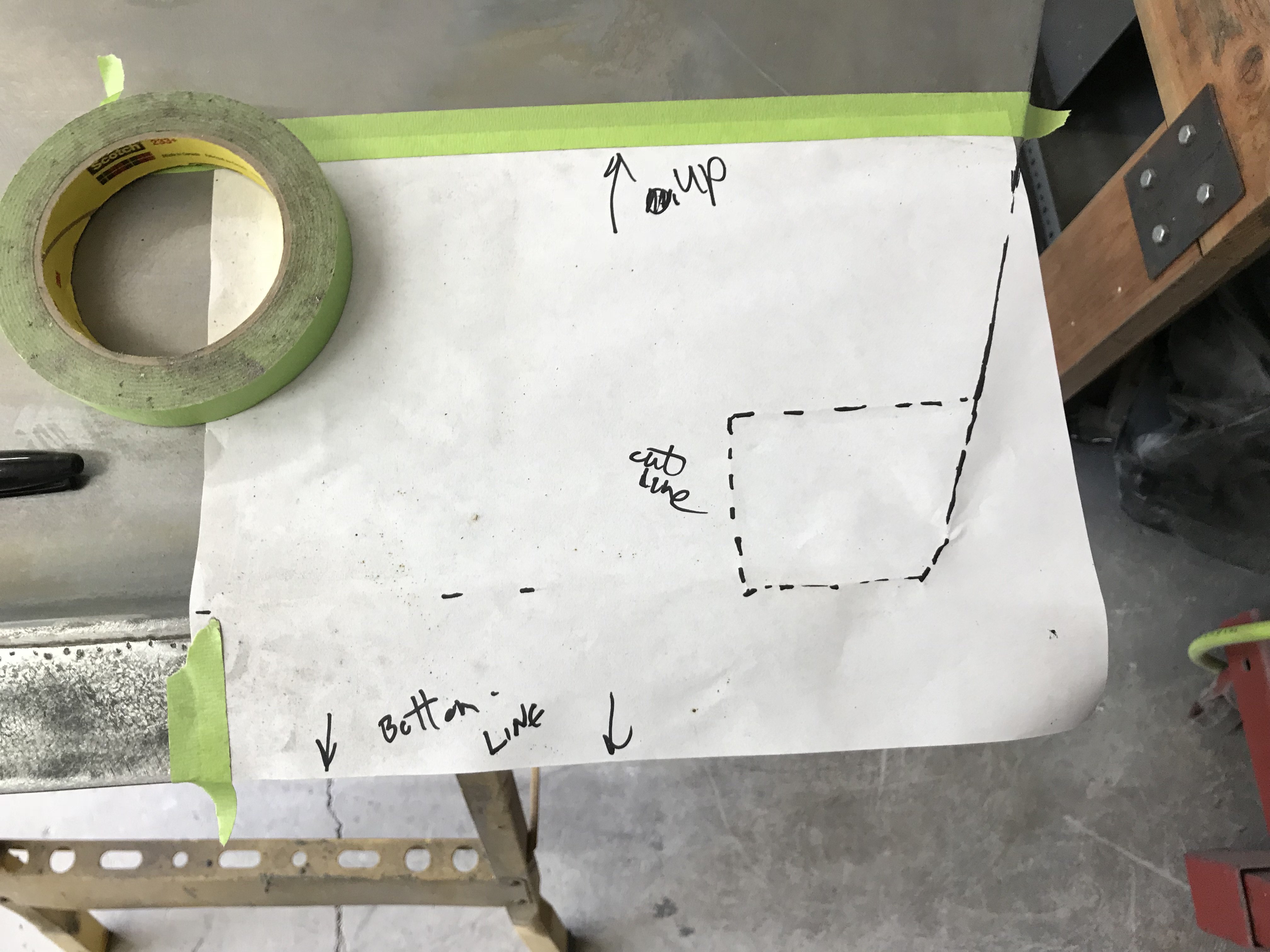
A paper template of the bottom of the front bottom edge of the hood.
Side view of the hood repair.
A H&S Stud Welder was used with shrinking tip to shrink high spots found on the hood. Note-the shrinking tip is round and flat.
It creates about 3/8" round red hot in the sheetmetal. This spot is immediately cooled with a wet rag. This action caused the spot to shrink.
The lower passenger side of the hood also had small dents which the stud welder pulled out.
After painting the hood with epoxy primer, I started work on the cowl section. As this section is flimsy and vents are difficult to remove the paint,
paint remover was used.
Note-if you look carefully you can see the factory orange /red lead primer and the other three paint jobs on it.
The vent openings were difficult to remove the paint because of its narrowness and thick paint buildup.
Two 1/8" rust holes from the bottom side were found and carefully mig welded.
This view shows the repair after grinding.
The cowl was then epoxy primed.
Finally the exterior of the two front fenders were epoxy primed.
-
Before I started on the hood repair, I seam sealed the fenders.
Both inside and outside of the front of both fenders were seam sealed.
As the rear bottom of the fenders had major corrosion problems, I decided to perform extra work to prevent future corrosion in the these areas.
view of repaired lower rear fender section.
A 1/2" rust proofing hole is drilled in the lower portion of the fender. Rust proofing can be shot into this area after the car is painted.
Note-This area was seam sealed
to direct any water and debris though the lower fender mounting hole. Without this passage, water and debris would get
stuck between fender and reinforcing panel and cause corrosion.
This backside view also shows the improved drainage method.
Paint stripping of the hood was started by using wire brush on a 4 1/2" right grinder.
This is what factory original paint plus three other paint jobs looks like after stripping.
.
Made the paper template for the hood repair.
The spot welds around the hood area were drilled out for removal of the section.
The hood section to be repaired was marked for cutout with 4 1/2 grinder..
Panel cut out and removed to allow panel repair.
The hood edge was straightened using a 1/2" steel square bar and couple of c-clamps.
The top of the hood panel was straightened with body hammers and dollies.
The repaired section was fitted on hood many times to check "fitness".
1" strips of sheetmetal was installed on the hood to provide support for the repaired section to be welded to.
Weld on primer was used to prevent corrosion on hood ribs.
The repaired section welded to the hood.
The completion of the hood repair was delayed as my mig Tweco gun went bad. The trigger switch was the problem but
it was not available anywhere so I had to order a whole new Tweco mig gun. I am trying to do a McGuyver repair so I can at least finish the hood so I am crossing my fingers!!
-
Although the corrosion didn't look too bad from the outside, the inside view showed a lot of corrosion on this fender.
The corrosion section was cut out with 4 1/2 grinder with 1/16" cutoff wheel.
This patch was put in about 40 years ago. With the new sealers and rustproofing should improve the patch life.
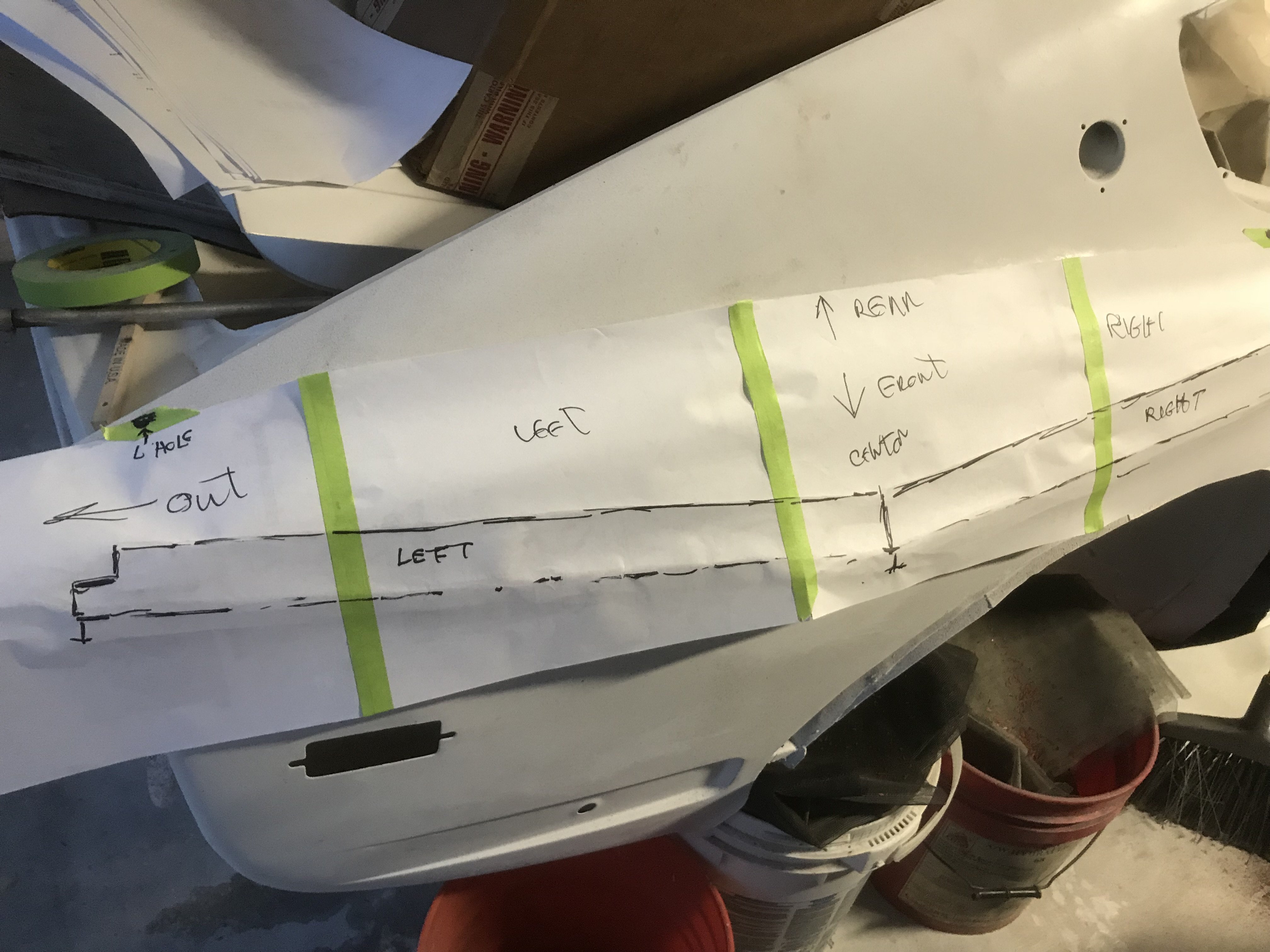
A paper template was made to create a new patch.
The rear fender brace also had corrosion damage.
Sometimes, a pipe can be used to bend the fender patch.
Sometimes no special tools are necessary.
A tear in the fender was repaired using an oxygen acetylene torch.
This method produces a softer and durable weld than mig welding.
The front corner of the fender needed patch to repair a tear there.
The corner patch being welded in.
The inside of both fenders were stripped of paint, underseal and rust proofing. This process was very labor intensive and took a whole day
to complete. The fenders were then epoxy primed. When the paint dries, the patches and any seams will be sealed.
Next weekend, The hood will be worked on.
-
Matt 78Z. It would be difficult to give you an estimate corrosion repair as the work would vary with amount of corrosion on each vehicle.
If you wondering how much my car's corrosion repair would cost: I would guess I spent about 1080 hours on just corrosion repair.
Auto Body Shops charge from $100-150 per hour. Another factor to consider is the quality of workmanship. Some shops just cover up the
rust and it comes back in couple months. Ask other people to find shops that did good work for them. I hope this information is helpful to you.
-
Both doors were completed of corrosion repair and were epoxy primed. The small dents will tended to later.
Note-Additional drain holes made in lower door edge.
Underseal on the underside of fender was removed with 1000 watt heat gun and hand scraper. Just warm underseal first, then scrape the underseal off.
A auto body stand was used to support the fender while scrapping. After scrapping the majority of the underseal off, the paint on the outside of the fender was removed. Most of the paint came off by scrapping
the paint using a razor blade. The remainder will be sanded with 36 grit sandpaper then media blast off( note all the paint scrapping on ground).
The inside fender reinforcement had corrosion on the bottom area.
This is a common corrosion area. due to lack of drainage and no rustproofing.
The old metal fender flare was removed with an air saw.
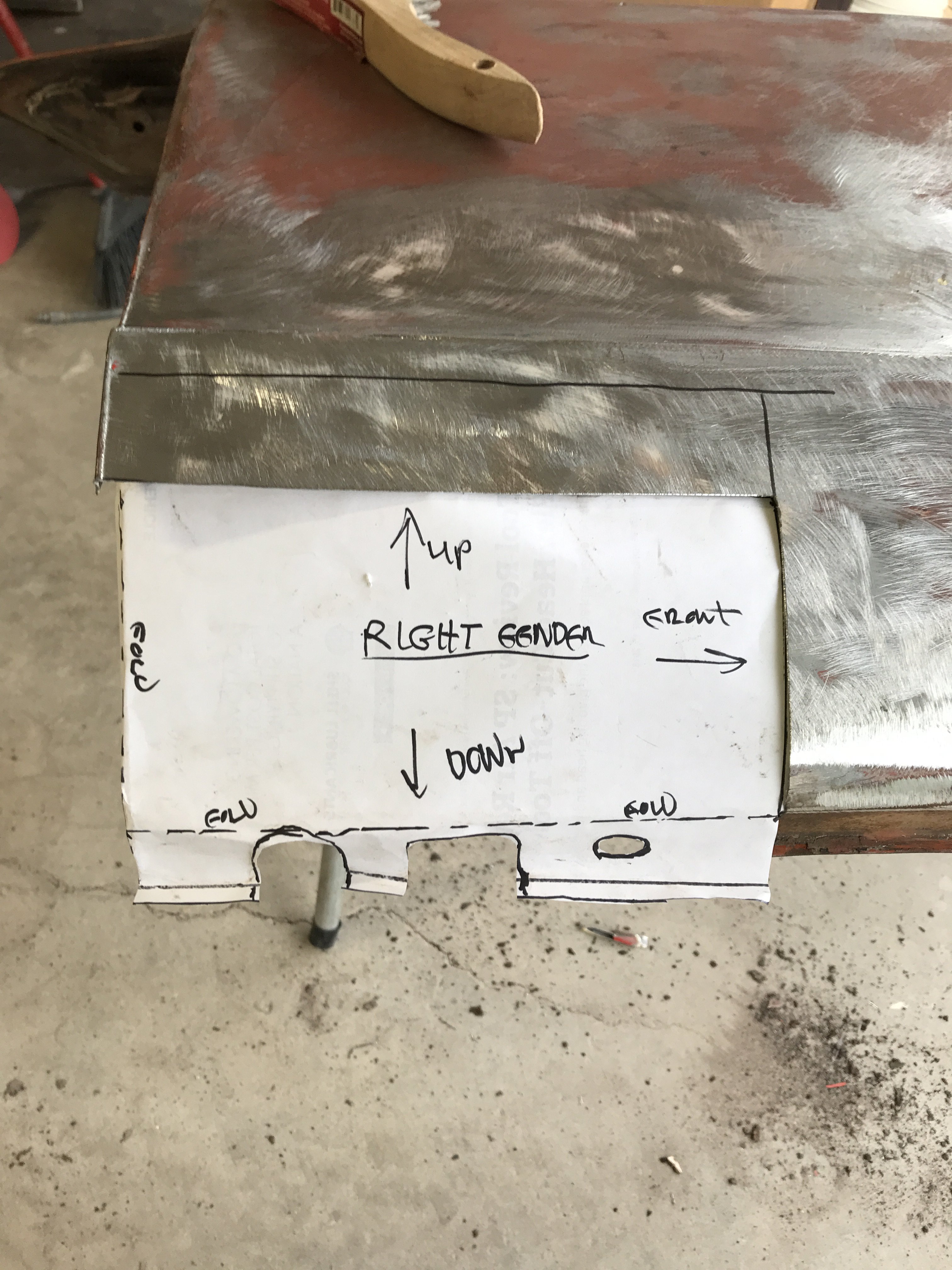
A paper template was made to create a fender patch from.
..A metal shrinker was used to make the bend in the lower part of the fender
The patch was matched to the bend of the original fender so shrinking was done carefully to prevent over bending.
The patch was test fit and shaped as needed. This process was done many times.
The patch on the reinforcement was test fitted.
Tacking welding the reinforcement patch.
The outside patch welded on.
Now the reinforcement patch can welded back to the fender. Note-the fender edge was hammered back down.
All seams and welded areas will be seam sealed then sprayed with weld thru primer to prevent corrosion. Additional rust proofing access holes will drilled in this area.
-
It took some time to sand blast the interior side of the door panel. So a 4 1/2 right angle grinder with a cup wire wheel was used for paint removal before sand blasting.
The grinder saved about half a day sand blasting.
With a bottom edge peeled open, the extensive corrosion can be seen.
A 4 1/2" cutoff wheel was used to cut off about 1" below the lower body line.
With the cut made. the corrosion can easily seen.
After wire brushing the area. the patch can be constructed.
About 5/16" additional metal for the lip that folds around the panel lower edge.
This is the front side of the patch.
The patch was attached to the door skin with sheet metal screws. Then was mig welded and seam sealed.
A 1/2" holes were drilled with Blair hole saws in the both lower corners of the doors. They provided access for rustproofing later. A 1/8" drill bit
was used to provide a pilot for the hole saws because of the uneven shape of the panel. These holes were plugged using 1/2" rust proofing
plastic plugs after rust proofing. These areas are prone to corrosion and must be rust proofed.
The fold over edges will be tack weld and seam sealed. All of the welded areas( including molding holes) will cleaned and painted with epoxy primer.
-
After plugging the 1/8" side molding holes with the mig welder, the welds were grinded with 3" 3M mig weld grinding wheels. These wheels
are best at grinding mig welds.
Its narrow surface allows of only the beads
Then the welds are finished off with 24 Grit grining discs on a right angle die grinder.
Overall view of dent repair on the door panel.
I made a template for the patch on the door corner.
outside view of patch
Inside view of patch
At this point, I decided to make it into a Reverse Patch which is a patch installed from the inside not from outside. this method allows the patch to be lower than the original panel. Then, only a small amount of body filler is required.
Problem of holding the patch inside of door tight space had to overcome. I bent a 3/16" steel rod to hold the patch against edge of hole while tack welding.
One end of the rod was inserted into a nearby rust proofing hole and placed against the patch. A downward motion
of the vise grip puts pressure against the patch. After tacking. I just move the inner tip for the next area to be tack weld.
This method is similar to the procedure used by Paint less Dent repairers.
Evercoat epoxy seam sealer was applied to door panel seams.
Unfortunately, we had a Category 5 (winds above 150mph) Hurricane heading straight toward the Hawaiian Islands
so I had to prepare for the storm and was unable to finish the door. Fortunately, the Hurricane turned away at the last
minute and only gave us heavy rainfall.
-
I made a small tent out of blue tarp outside my rollup garage door. It will serve as a temporary sand blasting booth for the doors.
With the garage door closed, the booth will keep the blasting media outside the garage. With the door on a work table and a 1000 Lumen
work light provides a decent working area.
Snadblasting was used those hard to get areas( everything but the flat exterior portion). This pic shows the right rear bottom door edge.
This view show the front bottom edge of the door. Note-this patch was put in about 43 years ago. I bent the lower edge of the patch and
flatted the edge and tacked both edges with brass rod using a torch. I drilled additional 1/4" drain holes to provide more drainage.
Only corrosion found was located above the rear portion of the old patch. This area was cut out and new patch will be made.
The exterior paint on the door was removed by scrapping using a razor blade.
This method usually doesn't work on the factory paint and primer only overcoats.
My car was painted three times over the factory paint ( original Orange).
The interior portion of the door was sand blasted because of its uneven surfaces. Paint remover was not used because of the mess it creates.
A felt pen was used to make the dents on the exterior of the door panel.
A H & S stud gun was utilized to weld the pulling studs to the panel.
Then a small sliding hammer pulls up the dents up. Body filler finishes the process.
-
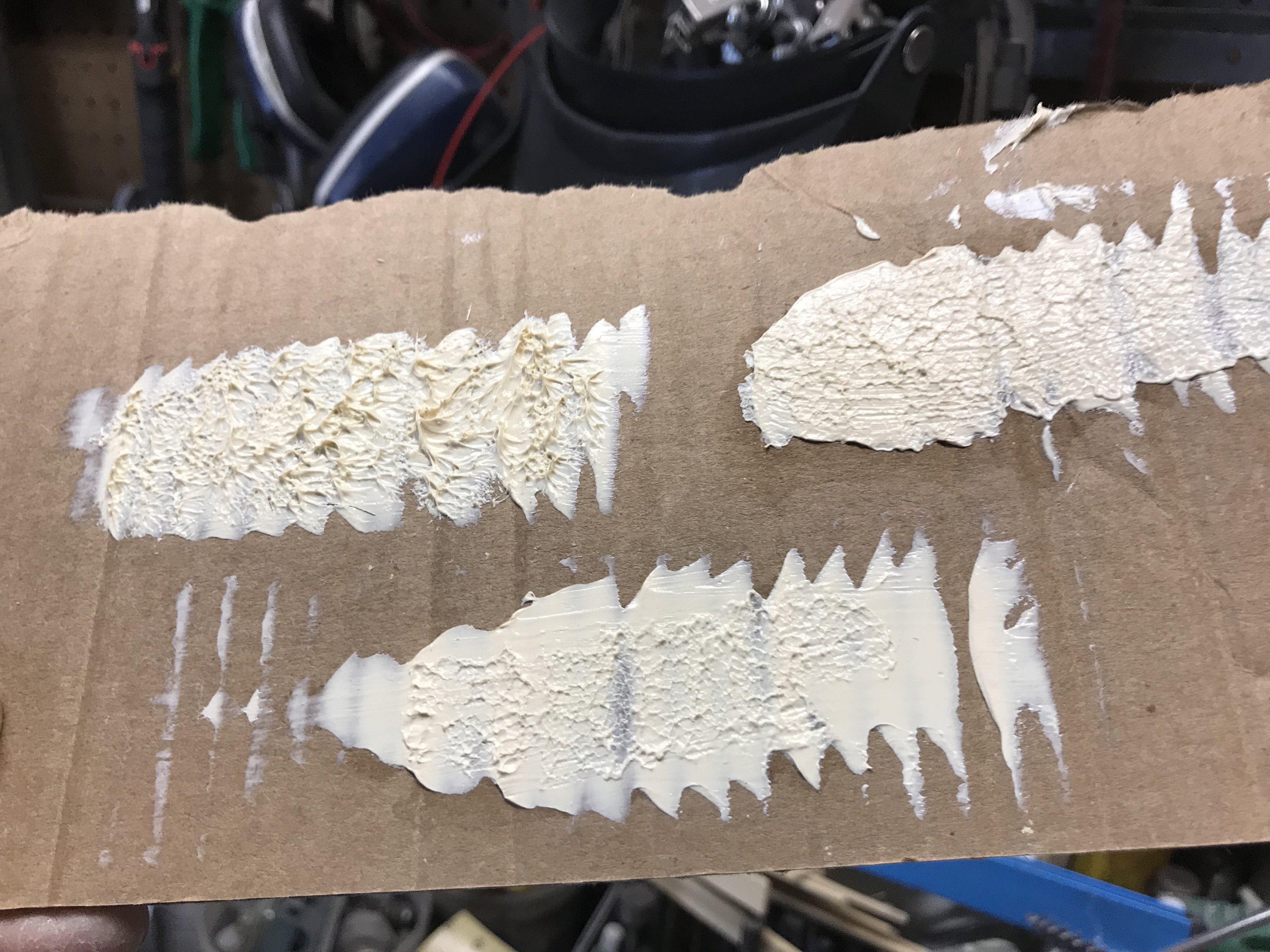
I am adding the seam sealer samples painted with Black paint so the contrast will show better.
-
ZHoob2004, To create a textured pattern on your seam sealer, you must be creative. First , you must use a plastic bondo spreader to spread the seam sealer into a wide flat area.
using an acid brush, you poke the sealer to achieve the
texture that you want.
Second method is to use a blow gun and just blow the sealer from various distances and different patterns( zigjag, circles,etc)
You can also change the texture by thinner to the sealer(changing its thickness)..
You can use combs, small dust brooms, almost anything to create different textures. It is better if you apply the sealer in the normal manner and let the sealer dry overnight before performing texture techniques over it. Sealing the seam is the more important function than cosmetic.
-
Did some body work on the rear panel.
Small dents on roof were found.
Left
rear dog leg body worked.
Right rear dogleg bodtworked.
Tools used for seam sealing Cowl Area: round mirror, acid brush attached to a screwdriver and a acid brush with the bristles
cut in half to make it stiffer.
Lacquer thinner can to used to
thin the seam sealer to make it easier to apply.
The cowl area was seam sealed with the Fusor sealer.
The exterior of the duct was seam sealed.
Even the interior of the duct was seam sealed( the top cover must be drilled out and removed to access inside).
Left rear dog after body work-painted with poly primer.
Right rear dogleg also poly primed after body work
The fuel filler section was attached to the quarter panel using Evercoat # 100823 seam sealer which is a two part epoxy seam sealer.
Outside view of fuel filler section.
The doors will probably be the next thing to be worked on. Once I strip down the doors, I know how much work that has to be done on them.
-
ZHoob2004, Can I ask you why you need to use sprayable seam sealer? If you are just trying to duplicate the spray texture of the seam sealer, there are several methods to create that spray on texture. I can post text and pics to show you how to do it.
Toolman
-
The rear interior area proved to be difficult to seam seal and paint as the bottom side. The tools utilized to do this job were: a flat scraper, flat
screwdriver, chalking with Fusor DTM seam sealer, a small round mirror. areosol upside down spray can, acid brush taped to a long screwdriver and a 1000 degree heat gun.
First, Heat the old seam sealer with the Heat gun.
then scape it off with the flat screwdriver.
The top of the strut pocket area is another difficult area to remove and apply new seam sealer.
The mirror is used to see all those hidden areas.
Another difficult area is the right rear quarter panel pocket. At the end , the pocket turns suddenly to the right.
To paint after the rignt hand turn, you must spray paint through the rear marker light hole.
To paint this tight area, spray at an angle through the marker hole.
Remove old seam sealer or reseal.
Difficult areas can usually reached with an acid brush taped to a log screwdriver.
To paint tight areas, the modified aerosol spray can is used.
The underside of the hatch rear panel was seam sealed.
Then painted
Hatch interior area also primed with second coat of Poly Primer.
Left side of interior-Note the SEM Sprayable SEAM SEALER is barely noticeable after being painted.
View of interior primed
View of rear hatch area
Rear panel primed. Next is body work on rear dog legs and few other places. After that, start on doors and fenders.
-
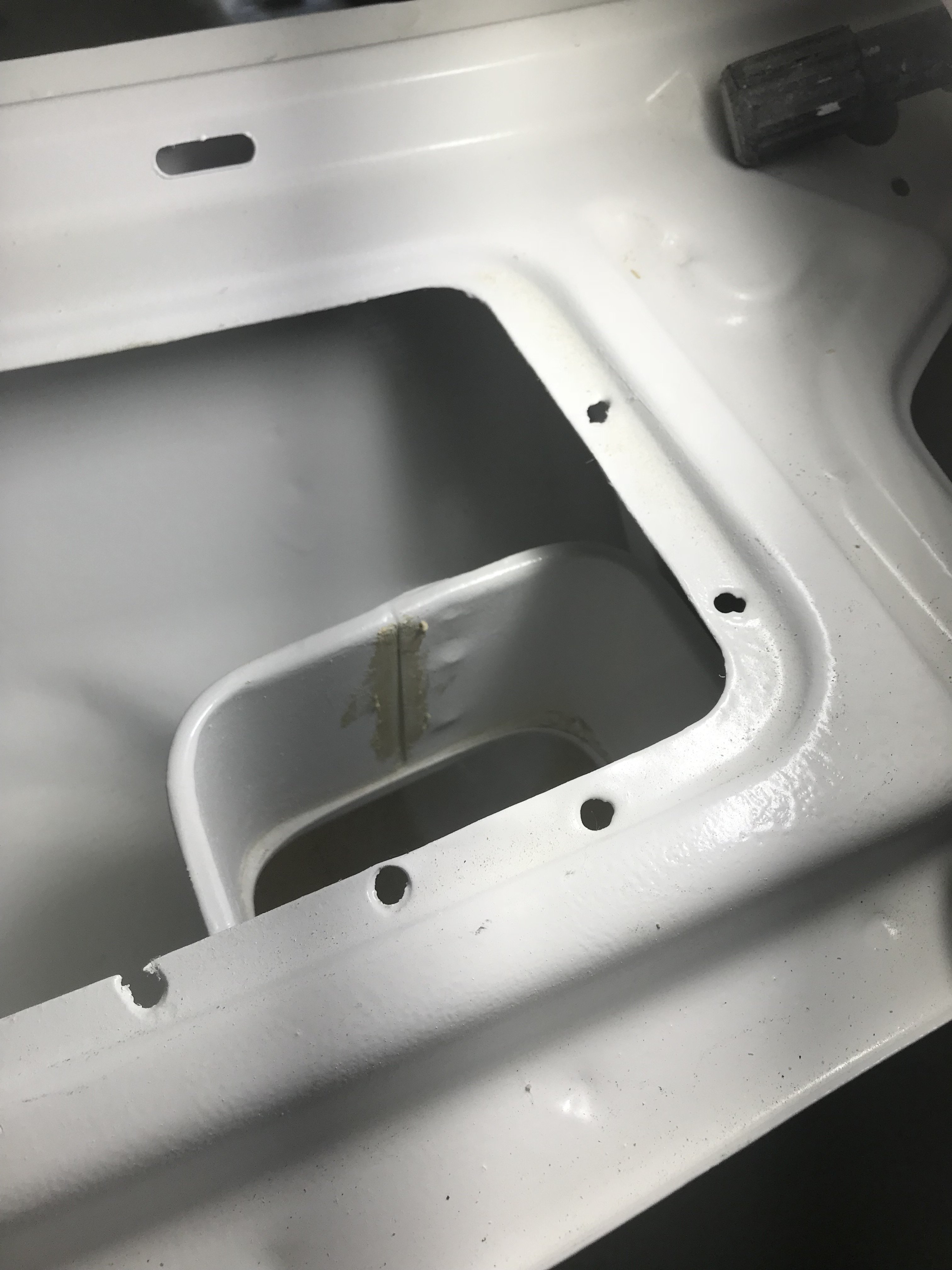
Posting additional pics
from the pic two of bolts attach to
another additional crossmember( guessing about 3" x1" steel tubing bolted to the floor} The mounts looks like about 3/8" or 1/2" steel plate.
Bolts must be about 3/8" or bigger.
-
-
Zhoob2004,
I had to order the SEM sprayable seam seal from Amazon. It sells for about $20 per tube. I used three tubes for my job. The sealer has about a year shelve life so that probably explains why auto paint supply place ha not have it. Always check the date on the sealer tubes. I bought the sealer gun mainly for this job. You can probably get a friend in the auto body business to loan you a gun. Just make sure you clean it well and fast as the sealer sets up quickly. The SEM sprayable sealer is also an OEM approved undercoating if that is what you are looking for.
-
I always been a Chevy man and installed a Chevy 327 into my 240z over 40 years ago. Now I am planning to install a LS3 crate motor in after I
restore the rest of the car. While surfing the Net, I came across a post on a Australian 240z forum-Auscar. PeterAllen discussed putting a Holen
differential into a 240Z. His donor car was a 2005VZ SS Ute which an Australian version of Chevrolet Camaro. Here are some of the pictures of the conversion:
Holden conversion
rear mounting bar
differential mounting bracket
CV 930 axles front differential mount tied to rear crossmember
There are more detailed information on this post. The author offers the detailed plans to interested parties too. The thing that I like is that Chevy Performance parts are the cheapest and widely available( even in the junk yards). Also, Chevy is coming out with a 9" Holden differential in the Camaro,
adjustable rear lower control arm and disc
brake bracket
-
Jpndave,,
The level of paint in the spray can didn't effect the spray much. I also use acid brushes to apply seam sealer in confined areas. Then wipe the excess off with a lacquer wet rag.
And, of coarse, there is the old reliable paint brush.
-
The cowl was difficult to paint because of its tightness. Regular spray guns were not designed to operate in such confined areas. So that left:
spray painting with aerosol spray cans. But even that could not paint the underside of the cowl. So I fabricate an attachment to the spray
can that would allow painting in tight areas. Using duct tape and a piece of plastic strapping then filing the spray nozzle flat was all it took.
Pulling on strap causes down force on the nozzle.
I also used a hand mirror to see where I was spraying.
With a little practice, anyone could do a decent painting of those tight to get to areas.
Finished product
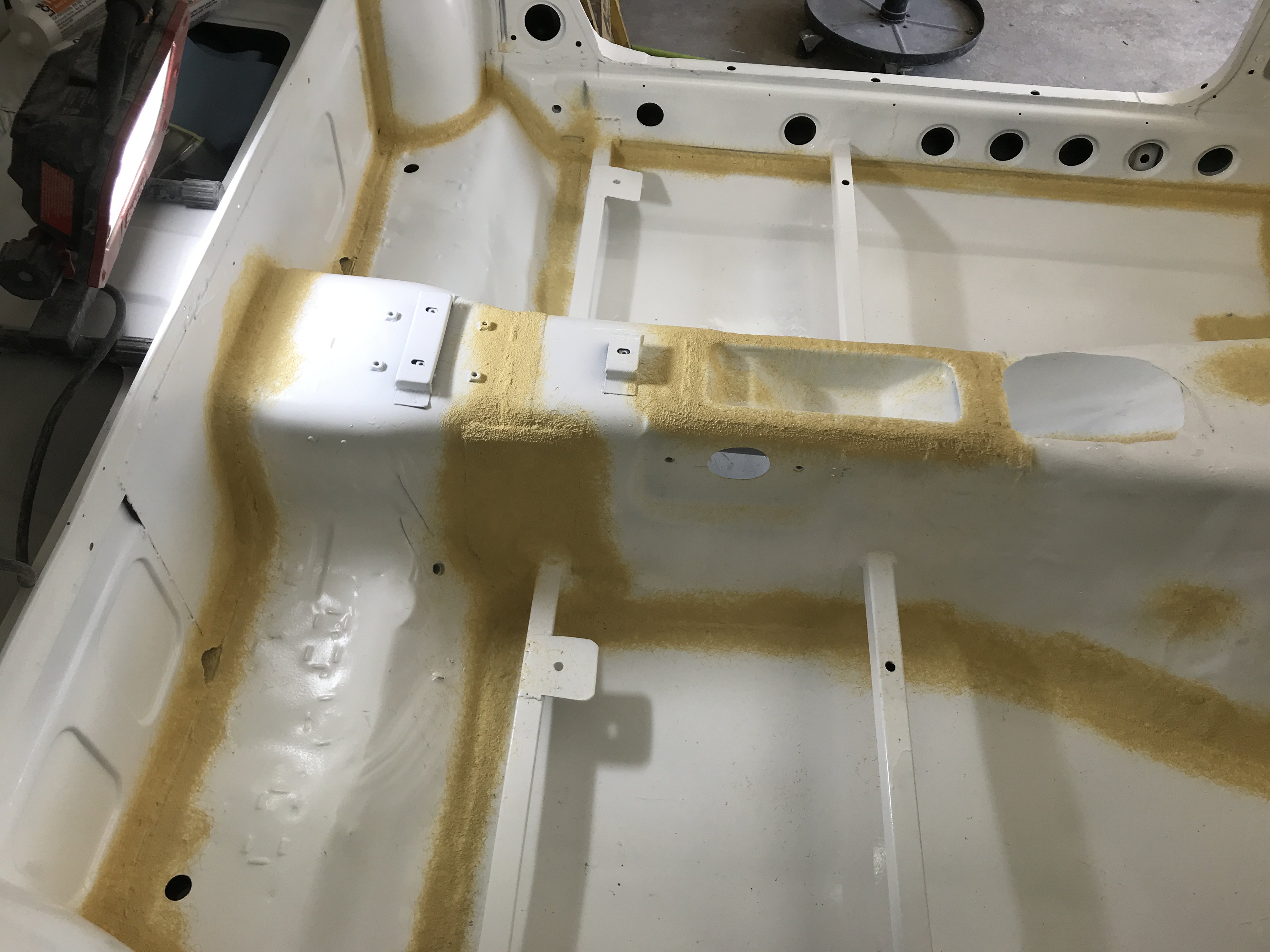
Next step was to use sprayable seam sealer on high drainage areas of the vehicle. SEM PROUCTS sprayable seam sealer and their seam sealer
spray gun were utilized to do the job.
Picture of the front core support sprayed with seam sealer.
Firewall and rear front frame rail section
View of rear wheel housing
Interior view of firewall and floor area
Rear interior compartment
This seam sealer was used to seal all major welded and patched areas. This coating also provides sounding deadening and heat insulation too.
Probably use it on the underside of transmission tunnel. The sealer will be painted when the final paint is applied.
-
Thanks Jim, I tried to find a more suitable 240z to build and use mine for a parts car. But all of the others cars that I looked at were found to be worse than mine. After reviewing your posts, I see that you also been on this long road of restoration. We must be "crazy"!!!!!!
 huge fender flares
huge fender flares





 700HP and 600 FTLB of Torque;
700HP and 600 FTLB of Torque;









































 Note-Even after using the paint remover, media blasting was necessary to remove remaining paint before priming.
Note-Even after using the paint remover, media blasting was necessary to remove remaining paint before priming.

 view of repaired lower rear fender section.
view of repaired lower rear fender section. Note-This area was seam sealed
Note-This area was seam sealed





 Panel cut out and removed to allow panel repair.
Panel cut out and removed to allow panel repair.






 A paper template was made to create a new patch
A paper template was made to create a new patch
 Sometimes no special tools are necessary.
Sometimes no special tools are necessary.






 This is a common corrosion area. due to lack of
This is a common corrosion area. due to lack of 









 The grinder saved about half a day sand blasting.
The grinder saved about half a day sand blasting.







 Its narrow surface allows of only the beads
Its narrow surface allows of only the beads





 front lower edge
front lower edge Rear lower door edge sealed
Rear lower door edge sealed

















 Lacquer thinner can to used to
Lacquer thinner can to used to


 Outside view of fuel filler section.
Outside view of fuel filler section. inside view of filler section. The Evercoat # 100823 sealer was used because it has epoxy properties that resist damage from gasoline spillage when fueling.
inside view of filler section. The Evercoat # 100823 sealer was used because it has epoxy properties that resist damage from gasoline spillage when fueling.
 The mirror is used to see all those hidden areas.
The mirror is used to see all those hidden areas.
 To paint this tight area, spray at an angle through
To paint this tight area, spray at an angle through Difficult areas can usually reached with an acid brush taped to a log screwdriver.
Difficult areas can usually reached with an acid brush taped to a log screwdriver.

 .
.



 from the pic two of bolts attach to
from the pic two of bolts attach to
 Bolts must be about 3/8" or bigger.
Bolts must be about 3/8" or bigger.
 Holden conversion
Holden conversion
 rear mounting bar
rear mounting bar
 differential mounting bracket
differential mounting bracket
 CV 930 axles
CV 930 axles front differential mount tied to rear crossmember
front differential mount tied to rear crossmember
 adjustable rear lower control arm and disc
adjustable rear lower control arm and disc
 And, of coarse, there is the old
And, of coarse, there is the old Pulling on strap causes down force on the nozzle.
Pulling on strap causes down force on the nozzle.






HELLCAT 240Z
in Other V8Z Tech Board
Posted · Edited by toolman
correction
https://www.youtube.com/watch?v=PCPfHHMaQ64
I knew it was a matter of time before someone try to put a Hell Cat motor into a 240Z. I think they might have to cut the hood or cut the firewall
set the motor more back. Interesting, anyway. https://www.youtube.com/watch?v=GR05Je02rUY